ProMinent vs Assmannoration for Chemical Feed & Storage: Pros/Cons & Best-Fit Applications
INTRODUCTION
In municipal water and wastewater treatment, the failure of a chemical feed system is rarely a minor inconvenience; it is often a reportable event. According to industry reliability studies, chemical dosing failures account for a significant percentage of process upsets, leading to disinfection by-product (DBP) violations, coagulation failures, or pH excursions. For the design engineer and plant superintendent, the selection of equipment is not merely about brand preference, but about choosing a philosophy of integration: high-precision skid-mounted metering versus robust, storage-centric integrated feed stations. This brings us to the critical evaluation of ProMinent vs Assmannoration for Chemical Feed & Storage: Pros/Cons & Best-Fit Applications.
This comparison is relevant to consulting engineers and utility operators managing disinfection, fluoridation, pH adjustment, and polymer injection systems. While ProMinent is globally recognized for precision metering pumps, controllers, and pre-engineered skids, Assmann Corporation (often referenced in this context regarding “Assmannoration” or the integration of Assmann storage systems) is the standard-bearer for heavy-duty cross-linked polyethylene (XLPE) storage tanks and simple feed stations. The engineering challenge lies in determining whether a project requires the complex automation and high-turndown capabilities of a dedicated metering skid or the unified, footprint-saving simplicity of a tank-mounted feed system.
Improper specification in this area leads to distinct consequences: pump vapor locking due to poor suction piping geometry, tank stress cracking from incompatible chemical loads, or excessive O&M costs due to inaccessible components. This article provides a rigorous technical analysis to help engineers specify the correct architecture for their specific process constraints, focusing on reliability, hydraulics, and lifecycle performance.
HOW TO SELECT / SPECIFY
When evaluating ProMinent vs Assmannoration for Chemical Feed & Storage: Pros/Cons & Best-Fit Applications, the engineer must first define the system architecture. Is the goal a decentralized “day tank” approach with integral pumps, or a bulk storage facility feeding a centralized, sophisticated metering skid? The selection criteria below guide this architectural decision.
Duty Conditions & Operating Envelope
The primary driver for selection is the required accuracy and turndown ratio. ProMinent systems excel in applications requiring high turndown (up to 1:1000 with stepper motor technology) and complex flow pacing. If the process requires flow-proportional dosing with widely varying plant influent flows, a dedicated skid with intelligent controllers is necessary.
Conversely, Assmann-style integrated feed stations are best suited for steady-state applications or those with lower accuracy requirements (e.g., +/- 2-3%). Engineers must evaluate:
- Turndown Ratio: If the ratio exceeds 10:1, solenoid or stepper-motor driven pumps (typical of ProMinent skids) are preferred over standard motor-driven pumps often mounted on simple tank shelves.
- Flow Rates: For very low flows (mL/hr), the suction line length becomes critical. Integrated tank-mount systems minimize suction line length, reducing off-gassing issues in sodium hypochlorite applications.
- Pressure: Identifying the system backpressure is critical. Skid systems usually include pulsation dampeners and backpressure valves as standard; these must be explicitly specified and sized for tank-mount setups.
Materials & Compatibility
The material science differs significantly between the two approaches. Assmann specializes in Cross-Linked Polyethylene (XLPE), which offers superior stress-crack resistance compared to linear polyethylene (HDPE), particularly for aggressive oxidizers like sodium hypochlorite. When specifying storage, the “Assmannoration” or Assmann-style approach prioritizes the tank’s structural integrity.
ProMinent, focusing on the wetted pump train, utilizes materials like PVDF, PTFE, and Hastelloy. The compatibility check must extend beyond the tank wall to the gaskets, O-rings, and valve seats within the skid.
- Chemical Aggressiveness: For sulfuric acid or sodium hydroxide, XLPE tanks are industry standard. However, the pump head materials must be matched.
- UV Exposure: Outdoor installations require UV-stabilized resins for tanks and UV-resistant enclosures for metering pumps.
- Temperature: Polyethylene tanks have specific derating curves. Operating above 100°F (38°C) significantly reduces the hoop stress rating of the tank, requiring heavier wall thickness (1.5 or 1.9 specific gravity ratings).
Hydraulics & Process Performance
Hydraulic performance is where the distinction between a “pump on a tank shelf” and a “metering skid” becomes sharpest. ProMinent skids (e.g., DULCODOS) are engineered with optimized hydraulic geometry—calibration columns, pressure relief valves (PRV), and backpressure valves (BPV) are piped to minimize friction losses and acceleration head.
In contrast, specifying a simple feed station requires the engineer to calculate the Net Positive Suction Head available (NPSHa) carefully. A flooded suction design (tank mount) is hydraulically advantageous, but if the pump is mounted on top of the tank (suction lift), reliability drops drasticallly for fluids with high vapor pressure (e.g., 12.5% Sodium Hypochlorite).
Installation Environment & Constructability
Space constraints often dictate the choice. Integrated feed stations (Assmann style) offer a vertical footprint, utilizing the space above the tank or immediately adjacent to it. This is ideal for retrofits in crowded chemical rooms.
Modular skids (ProMinent style) require horizontal floor space or wall mounting but offer superior accessibility. From a constructability standpoint, skids are “plug-and-play” with single-point connections for power and piping, reducing onsite electrical and mechanical contractor hours.
Reliability, Redundancy & Failure Modes
Engineers must analyze the consequence of failure.
- Tank Failure: XLPE tanks have a typical service life of 15-20 years. Failure is usually catastrophic (crack). Double-wall containment is mandatory for hazardous chemicals.
- Pump Failure: Diaphragm fatigue is the most common mode. ProMinent pumps often feature diaphragm rupture detection sensors that can trigger an alarm or switch to a standby pump.
- Redundancy: Skids are easily specified as “1 Duty / 1 Standby.” Achieving seamless auto-switchover on a tank-mounted system requires custom control panel fabrication, whereas it is often a standard feature in advanced pump controllers.
Controls & Automation Interfaces
This is a major differentiator. ProMinent focuses heavily on digital integration (PROFIBUS, PROFINET, Modbus, Ethernet/IP). Their controllers can manage flow pacing, residual trim control, and data logging locally. Assmann-style systems are typically “dumb” reservoirs unless a third-party control panel is specified. For “Smart Water” initiatives requiring IoT connectivity and remote diagnostics, the advanced skid approach is superior.
Maintainability, Safety & Access
Safety: Tank-mounted pumps can force operators to use ladders or work at height to service the pump or fill the calibration column, introducing fall hazards and chemical splash risks. Floor-mounted skids keep all serviceable components at waist level.
Maintenance: Skids facilitate rapid change-outs. A pump can be isolated and removed without draining the tank. Integrated systems sometimes lack sufficient isolation valves or unions due to space compaction, making maintenance cumbersome.
Lifecycle Cost Drivers
CAPEX: An Assmann tank with a shelf-mounted pump is generally 30-50% lower in initial capital cost than a fully engineered ProMinent skid plus a separate tank.
OPEX: Advanced metering pumps can save 10-20% in chemical costs through precise dosing (avoiding overdosing). Furthermore, modular skids reduce repair labor hours. The Total Cost of Ownership (TCO) often favors skids for high-value chemicals (polymers, orthophosphates) and tank-mounts for low-value commodities (alum, bulk hypo).
COMPARISON TABLES
The following tables provide a direct comparison to assist engineers in determining the ProMinent vs Assmannoration for Chemical Feed & Storage: Pros/Cons & Best-Fit Applications strategy. Table 1 compares the equipment philosophy, while Table 2 analyzes application fit.
Table 1: Technology & Philosophy Comparison
| Feature/Criteria | ProMinent (Advanced Metering Skids) | Assmann (Integrated Storage/Feed Stations) |
|---|---|---|
| Primary Focus | Precision hydraulics, automation, and control logic. | Chemical containment, tank integrity, and compact footprint. |
| Typical Construction | PE/PVC backboard or stainless steel frame; separate bulk storage. | XLPE or HDPE tank with molded pump shelf or adjacent containment basin. |
| Pump Technology | Solenoid/Motor-driven diaphragms, Peristaltic, Smart Stepper Motors. | Agnostic (can mount any brand), but typically simpler motor-driven pumps. |
| Control Capability | High (Native SCADA integration, PID loops, feed verification). | Low (Usually relies on external plant PLC or simple local ON/OFF). |
| Installation | Requires piping from bulk tank to skid; separate electrical drops. | “Unitized” install; often pre-piped suction; small footprint. |
| Maintenance Access | Excellent (Waist-level, spaced components). | Fair to Poor (Often requires reaching over containment or using ladders). |
| Best For | Flow pacing, residual control, high-cost chemicals. | Day tanks, simple constant-rate dosing, space-constrained sites. |
Table 2: Application Fit Matrix
| Application | ProMinent Solution Fit | Assmann Solution Fit | Key Decision Factor |
|---|---|---|---|
| Sodium Hypochlorite (Disinfection) | Excellent: Handles off-gassing via proprietary pump heads; auto-degassing. | Good: XLPE is ideal material; requires careful venting design for pumps. | Gas-lock prevention dictates pump tech; Tank life dictates material. |
| Polymer (Sludge Dewatering) | Excellent: Dedicated polymer makeup systems (PolyRex/Tomal). | Limited: Standard tanks cannot easily handle mixing/activation energy needs. | Requires specialized mixing/aging chambers, not just static storage. |
| Hydrofluosilicic Acid (Fluoride) | Good: Precise dosing required for compliance; double containment skids avail. | Excellent: Double-wall tanks are industry standard for safety. | Containment integrity is paramount; often combine Assmann tank with ProMinent pump. |
| Alum/Ferric (Coagulation) | Good: High flow pumps available; robust motors for viscous fluids. | Excellent: Large bulk storage (4000+ gal) dictates Assmann tank farms. | Volume of storage usually drives the design toward large tanks + separate pumps. |
| Caustic/Acid (pH Adjustment) | Excellent: Integrated pH sensors and control loops reduce chemical waste. | Good: Heat of mixing/reaction considerations favor heavy-wall tanks. | Control loop speed and precision favor the skid approach. |
ENGINEER & OPERATOR FIELD NOTES
Real-world experience often diverges from catalog specifications. The following notes are derived from commissioning and operating both ProMinent skids and Assmann storage systems in municipal environments.
Commissioning & Acceptance Testing
When commissioning chemical feed systems, the interface between the tank and the pump is the most common failure point.
- Hydrostatic Testing: Assmann tanks should be hydro-tested with water for at least 24 hours prior to chemical fill to verify fitting torque and gasket seating. Plastic fittings relax after transport.
- Drawdown Calibration: For ProMinent skids, the SAT (Site Acceptance Test) must verify the pump’s output against the calibration column. Do not rely solely on the digital display. A physical drawdown test is the only way to confirm check valve performance.
- Flooded Suction verification: Confirm that the NPSHa calculations hold true. Listen for cavitation (distinct from normal solenoid noise) when the tank level is low.
Pro Tip: The Thermal Expansion Trap
Plastic piping (PVC/CPVC) expands significantly with temperature. When connecting rigid skid piping to an Assmann tank, always use a flexible expansion joint or braided hose. We frequently see tank sidewalls crack at the bulkhead fitting because the rigid piping from the skid acted as a lever arm during thermal cycling.
Common Specification Mistakes
Over-specifying Pump Head: Engineers often apply a 2x safety factor to the discharge pressure. However, solenoid pumps can lose capacity at lower pressures if not equipped with a backpressure valve. Specifying a system rated for 150 psi that operates at 20 psi without a BPV will result in siphoning or gross overdosing.
Ignoring Venting: Assmann tanks are robust, but they are not pressure vessels. A common error is undersizing the vent line for the fill rate. If a tanker truck offloads at 60 PSI air pressure and the vent is too small (or clogged with crystals), the tank can pressurize and catastrophically rupture. Specifying an appropriately sized mushroom vent or scrubber interface is mandatory.
O&M Burden & Strategy
ProMinent Systems:
- PM Interval: Diaphragms and check valve balls/seats typically require annual replacement. In abrasive applications (lime slurry), this may be quarterly.
- Strategy: Keep “Spare Parts Kits” (SPK) on the shelf. The sophisticated electronics rarely fail, but the wet-end is a wear item.
Assmann/Storage Systems:
- Inspection: Annual visual inspection of the tank exterior for crazing or stress cracks. XLPE does not generally show UV degradation as clearly as linear PE, so look for “spider webbing” near fittings.
- Cleaning: Sludge accumulation in coagulation tanks requires confined space entry or aggressive spray-down every 3-5 years. Specifying a sloped bottom or full-drain outlet (IMFO) reduces this burden.
Troubleshooting Guide
Symptom: Pump losing prime (Vapor Lock).
Root Cause: Often seen in Hypochlorite systems. Off-gassing accumulates in the suction line.
Fix: If using a tank-mount (Assmann style), minimize suction tubing length. If using a skid (ProMinent), ensure the automatic degassing valve is functional and the return line to the tank is not submerged (to allow gas escape).
Symptom: Tank fitting leak.
Root Cause: Gasket relaxation or vibration.
Fix: Do not simply overtighten, which can crack the flange. Inspect the gasket for chemical attack. Ensure the heavy piping is supported independently of the tank wall.
DESIGN DETAILS / CALCULATIONS
Proper sizing is the backbone of the ProMinent vs Assmannoration for Chemical Feed & Storage: Pros/Cons & Best-Fit Applications decision process.
Sizing Logic & Methodology
1. Storage Volume (Tank Sizing):
Storage is typically sized for 15-30 days of chemical usage at average flow, or 1.5x the bulk delivery volume (to allow for delivery before the tank is empty).
Formula: Volume (gal) = [Avg Dose (mg/L) × Avg Flow (MGD) × 8.34] / [Chem Density (lb/gal) × % Concentration]
2. Pump Capacity:
Sizing pumps requires covering the full operating range.
Rule of Thumb: Size the pump so the average dose occurs at 50-70% of pump speed/stroke. Avoid sizing such that the pump runs at <10% continuously, as check valve accuracy degrades.
Specification Checklist
- Tank Standard: ASTM D 1998 (Standard Specification for Polyethylene Upright Storage Tanks). Specifying this ensures proper wall thickness calculations based on hoop stress.
- Pump Standard: API 675 (Positive Displacement Pumps) is often cited for industrial/heavy duty, though municipal specs may reference generic metering pump sections.
- Materials: Explicitly list compatibility: “All wetted parts shall be compatible with 12.5% Sodium Hypochlorite.”
- Accessories: Calibration column, pulsation dampener, pressure relief valve (internal or external), backpressure valve, and isolation ball valves.
Standards & Compliance
For drinking water applications, NSF/ANSI 61 certification is mandatory for both the tank material (Assmann resin) and the pump wetted end (ProMinent liquid end). For wastewater, this is less critical but still best practice.
Seismic Restraint: In active seismic zones (UBC/IBC requirements), Assmann tanks require cable tie-down systems calculation-stamped by a structural engineer. Skids must be anchored to the concrete pad with verified embedment depth.
FAQ SECTION
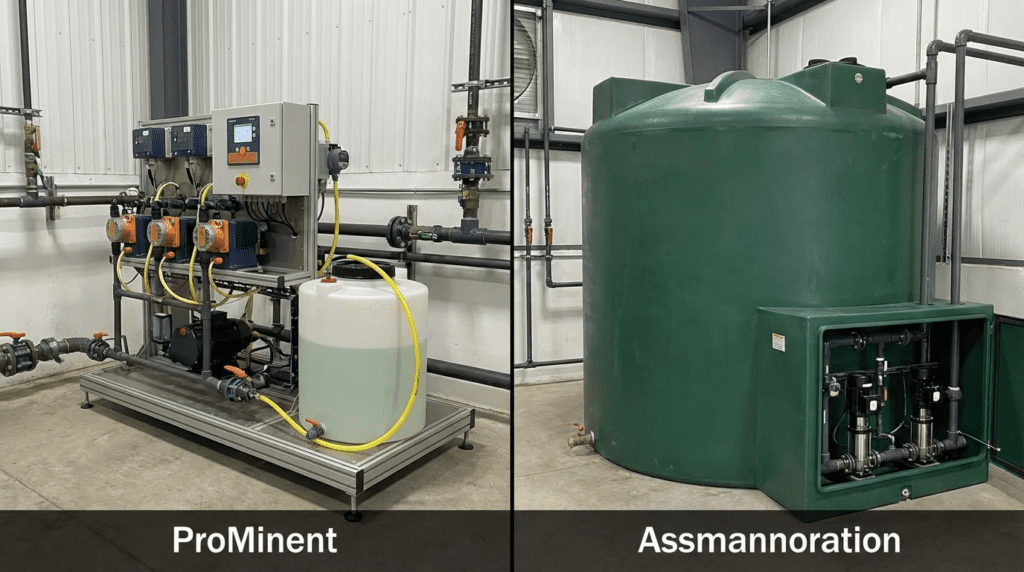
What is the difference between ProMinent skids and Assmann feed stations?
ProMinent skids are pre-engineered, floor-mounted systems focusing on high-precision metering pumps, digital controllers, and optimized hydraulics (piping, valves, calibration). Assmann feed stations are primarily storage solutions (XLPE tanks) with a simple shelf or mounting point for a pump. ProMinent emphasizes control and accuracy; Assmann emphasizes storage integrity and compact footprint.
How do you select the right tank material for chemical storage?
Cross-linked Polyethylene (XLPE), Assmann’s specialty, is generally preferred for hazardous chemicals like Sodium Hypochlorite and Sulfuric Acid due to its superior molecular bonding and stress-crack resistance. Linear Polyethylene (HDPE) is cheaper and suitable for benign chemicals like polymer or alum. Fiberglass (FRP) is used for very large volumes or higher temperatures but is more prone to wicking and delamination over time.
Why does ProMinent use solenoid pumps vs motor-driven pumps?
ProMinent utilizes solenoid technology (e.g., gamma/ X series) for lower flow rates because it allows for digital stroke frequency control and virtually wear-free magnetic drive. This provides extremely high turndown ratios (up to 1:3000 in some models). Motor-driven pumps (Sigma series) are used for higher flows and pressures where the force requirements exceed solenoid capabilities.
What is the typical lifespan of an XLPE chemical tank?
A properly specified XLPE tank (like those from Assmann) typically lasts 15 to 20 years. Factors reducing this life include high temperatures, UV exposure without stabilizers, and oxidizing chemicals (hypo) which eventually embrittle the plastic. Annual inspections are recommended after year 10.
When should I use a double-wall tank?
Double-wall tanks (safe-tainer style) are recommended or legally required for hazardous chemicals located where a leak could reach a waterway, personnel, or critical equipment. They eliminate the need for concrete containment dikes, saving floor space and civil construction costs. They are standard for acids, caustics, and ammonia.
Do I need a pulsation dampener for my chemical feed system?
Yes, for most reciprocating metering pumps (diaphragm style). These pumps produce flow in pulses. A dampener smoothes the flow to a near-constant rate, protecting piping from hammer, ensuring accurate flow meter readings, and improving the chemical mixing process. ProMinent skids usually include these as standard.
CONCLUSION
KEY TAKEAWAYS
- Define the Architecture: Choose ProMinent skids for complex control, high turndown, and ease of maintenance. Choose Assmann integrated stations for space constraints, bulk storage, and simplicity.
- Respect the Materials: XLPE (Assmann) is superior for tank structural life; PVDF/Ceramic (ProMinent) is critical for pump wetted ends.
- Watch the Interface: The connection between the rigid skid and the plastic tank is the #1 mechanical failure point. Use expansion joints.
- Don’t Skimp on Hydraulics: Always specify backpressure valves and calibration columns. A pump without these is an unverified variable in your process.
- Cost vs. Value: Integrated tank stations have lower CAPEX. Advanced skids have lower OPEX regarding chemical usage and labor.
- Safety First: Prioritize floor-level maintenance (skids) over ladder-access maintenance (tank-tops) whenever space allows.
The decision between ProMinent vs Assmannoration for Chemical Feed & Storage: Pros/Cons & Best-Fit Applications is not a binary choice between two manufacturers, but a strategic decision between two design philosophies. ProMinent represents the “process control” approach: high data integration, precision dosing, and modular maintainability. Assmann Corporation represents the “infrastructure” approach: robust containment, longevity, and simplified, unified installation.
For municipal engineers, the best practice often involves a hybrid approach: utilizing Assmann’s robust XLPE tanks for bulk and day storage to ensure containment integrity, piped to floor-mounted ProMinent DULCODOS skids to handle the critical metering and logic. This decouples the storage from the feed, optimizing both for their respective lifecycles—allowing the tank to remain static and secure while the pump skid remains accessible and smart. By carefully evaluating duty conditions, chemical hazards, and operator availability, engineers can specify a system that ensures compliance, safety, and reliability for decades.