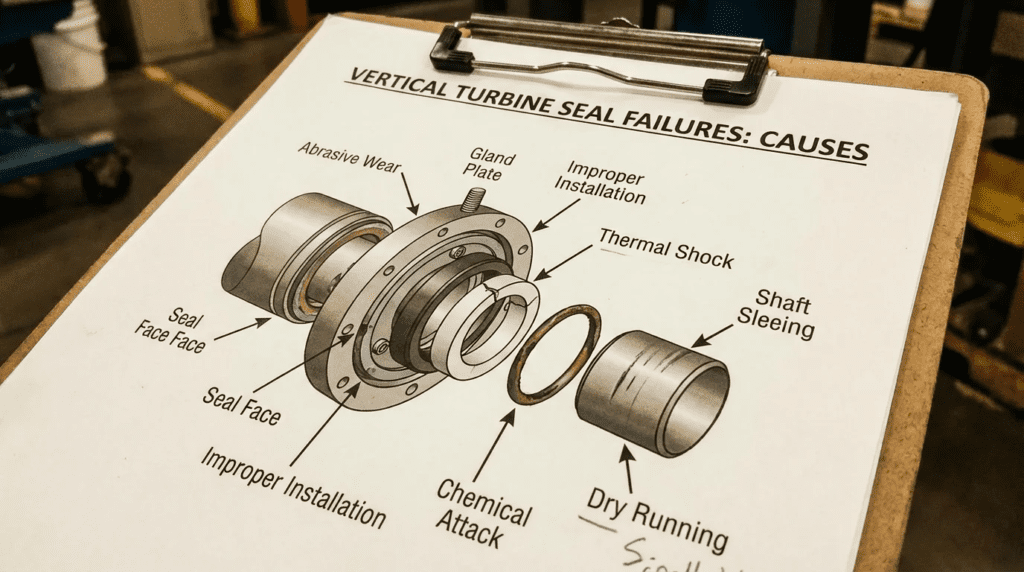
Vertical Turbine Seal Failures: Causes
Introduction
In municipal water and wastewater applications, the vertical turbine pump (VTP) is the workhorse of high-capacity fluid movement. However, it is also frequently the source of significant maintenance frustration. Industry data suggests that mechanical seals and packing account for over 35% of unscheduled pump repair events. For engineers and plant managers, the challenge is rarely the seal itself; rather, the seal is the fuse that blows due to systemic mechanical or hydraulic instability. Understanding Vertical Turbine Seal Failures: Causes is essential for moving from a reactive “replace and restart” mentality to a proactive reliability-centered maintenance strategy.
Vertical turbine pumps operate in unique environments ranging from raw water intake structures to deep-well potable water supply and high-service distribution. Unlike horizontal split-case or end-suction pumps, VTPs contend with long suspended shafts, column alignment issues, and unique hydraulic thrust characteristics. When a seal fails, it often leads to catastrophic flooding of the pump room, environmental violations, or critical loss of system pressure.
Proper specification matters immensely. A VTP specified with the wrong flush plan for grit-laden wastewater, or a seal selected without calculating the true stuffing box pressure during shut-off head conditions, is destined for premature failure. The consequences of poor choices include excessive capital spend on replacement parts, increased labor costs, and reduced asset availability.
This article serves as a technical guide for consulting engineers and utility decision-makers. It will dissect the root causes of sealing issues, provide actionable selection criteria, and detail the engineering best practices required to mitigate Vertical Turbine Seal Failures: Causes and extend equipment lifecycle.
How to Select / Specify for Reliability
Preventing seal failure begins at the specification stage. Engineers must look beyond the duty point and consider the entire mechanical and hydraulic context of the vertical turbine assembly. The following criteria outline how to build a specification that minimizes failure risk.
Duty Conditions & Operating Envelope
The seal environment in a VTP is distinct from horizontal pumps. Engineers must specify seals based on the full operating envelope, not just the Best Efficiency Point (BEP).
- Stuffing Box Pressure: Unlike horizontal pumps where the seal chamber is often at suction pressure, VTP seal chambers can see discharge pressure, suction pressure, or an intermediate pressure depending on the throttle bushing and bleed-off arrangement. Specifications must require the manufacturer to calculate maximum stuffing box pressure at shut-off head.
- Shaft Speed and Runout: High-speed VTPs (1800 or 3600 RPM) are less forgiving of shaft runout. Specifications must define acceptable Total Indicator Reading (TIR) at the seal face, typically less than 0.002 inches (0.05 mm) for mechanical seals.
- Intermittent Operation: VTPs used for storm water or peak shaving may sit idle for months. Seals must be selected that do not bond or seize during inactivity (e.g., avoiding certain face material combinations prone to sticking).
Materials & Compatibility

Material selection is the first line of defense against corrosion and abrasion.
- Seal Faces: For clean water, Carbon/Silicon Carbide is standard. For wastewater or raw water containing grit, Reaction Bonded Silicon Carbide (RBSiC) vs. RBSiC is preferred for its hardness. Avoid Tungsten Carbide in high-speed applications where heat generation is a concern unless cooling is robust.
- Elastomers: Ethylene Propylene Diene Monomer (EPDM) is standard for municipal water/wastewater but is incompatible with oil/hydrocarbons. If the water source has potential industrial contamination, Viton® (FKM) should be specified.
- Metal Metallurgy: The seal hardware (springs, retainer) must match the pump metallurgy. 316 Stainless Steel is the baseline; Duplex 2205 or Super Duplex may be required for brackish water or high-chloride environments to prevent stress corrosion cracking.
Hydraulics & Process Performance
Hydraulic instability directly impacts seal life.
- Minimum Flow: Operating a VTP near shut-off creates high radial loads on the line shaft bearings. As bearings wear, shaft deflection increases, destroying the seal faces. Specifications must define a Minimum Continuous Stable Flow (MCSF) and ensure controls prevent operation below this limit.
- Air Entrainment: In wet well applications, vortexing introduces air into the column. Air pockets trapped in the seal chamber lead to dry running and thermal cracking of seal faces.
Installation Environment & Constructability
The physical installation dictates which seal configurations are viable.
- Headroom and Access: Vertical pumps often have limited overhead clearance. Using a spacer coupling allows for seal replacement without removing the motor. If a spacer coupling is not specified, seal maintenance requires lifting the driver, significantly increasing O&M costs.
- Rigidity: The mounting foundation must be rigid. Structural resonance (Reed Critical Frequency) near the operating speed will cause excessive vibration at the seal housing, leading to rapid failure.
Reliability, Redundancy & Failure Modes
Analyzing Vertical Turbine Seal Failures: Causes requires understanding the failure modes.

- Bearing Support: The top line shaft bearing is critical for seal stability. Specifications should require a bearing located immediately below the seal chamber to minimize shaft deflection.
- Cartridge vs. Component: Cartridge seals are pre-assembled and pre-set, eliminating installation errors regarding spring compression. For municipal reliability, cartridge seals should be the standard requirement over component seals.
Controls & Automation Interfaces
Modern sealing systems require integration with SCADA.
- Flush Flow Monitoring: For external flush plans, a flow switch or rotameter with a transmitter is essential. Loss of flush water is a leading cause of failure.
- Leak Detection: Double seals should include a barrier fluid reservoir with level switches to alarm operators of inner seal breach before the process fluid leaks to the environment.
Maintainability, Safety & Access
- Shaft Adjustment: VTP impellers require vertical adjustment (lift) for efficiency. The seal design must accommodate this axial movement without unseating the faces or over-compressing the springs.
- Split Seals: For very large pumps where motor removal is impractical, fully split mechanical seals are an option. However, they generally have lower pressure ratings and require highly skilled installation.
Lifecycle Cost Drivers
While packing is cheap initially, the lifecycle cost is high due to water consumption (leakage), shaft sleeve wear, and frequent adjustment labor. Mechanical seals have higher CAPEX but lower OPEX. A 20-year Total Cost of Ownership (TCO) analysis typically favors cartridge mechanical seals for continuous duty applications.
Comparison Tables
The following tables provide an objective comparison of sealing technologies and flush plans. These tools assist engineers in matching the specific constraints of an application with the appropriate design solution to mitigate common failure vectors.
| Technology Type | Primary Features | Best-Fit Applications | Limitations & Considerations | Typical Maintenance Profile |
|---|---|---|---|---|
| Compression Packing | Controlled leakage required for cooling; low initial cost; forgiving of misalignment. | Raw water intake; Stormwater (intermittent); High-grit environments where flush is unavailable. | Requires constant drip (water waste); wears shaft sleeves; regular adjustment needed. | High: Weekly/Monthly adjustments; periodic repacking. |
| Component Mechanical Seal | Separate stationary and rotating elements; lower cost than cartridge. | Clean water; Cost-sensitive OEM replacements. | Installation requires precise measurements; prone to handling damage/errors. | Medium: No adjustment needed, but difficult to replace. |
| Cartridge Mechanical Seal | Pre-assembled unit; pre-set working height; includes gland and sleeve. | Wastewater; Potable water distribution; Critical process pumps. | Higher initial cost; requires specific spacing above stuffing box. | Low: “Run to failure” strategy; easiest to replace. |
| Split Mechanical Seal | Split radially to allow installation around the shaft without dismantling pump/motor. | Large diameter pumps (>4″ shaft); Retrofits where motor lift is impossible. | Pressure limits; extremely sensitive to installation technique; higher leakage risk than solid seals. | Medium: Complex installation, but avoids crane/rigging costs. |
| Flush Plan (ANSI/API) | Description | Best-Fit Scenario | Why it Prevents Failure | Relative Cost |
|---|---|---|---|---|
| Plan 13 | Recirculation from seal chamber to pump suction (vertical specific). | Clean water; Vertical pumps with high seal chamber pressure. | Continuously vents air from the top of the seal chamber; ensures flow over faces. | Low |
| Plan 32 | Injection of clean external fluid into seal chamber. | Wastewater with grit; Sludge; Abrasive raw water. | Positively excludes abrasives from seal faces; cools the seal. | High (Cost of clean water usage) |
| Plan 53A/B | Pressurized barrier fluid system (Double Seal). | Hazardous fluids; Zero-emission requirements; High solids loading. | Provides clean lubrication environment regardless of process fluid quality. | Very High (Capital & Maint) |
| No Flush (Dead-ended) | Seal chamber is isolated. | Clean, cool water only; Large bore tapered seal chambers. | Only works if air is naturally vented and heat dissipation is adequate. Risky. | Lowest |
Engineer & Operator Field Notes
Real-world reliability is achieved in the field, not just on the drawing board. The following notes address practical aspects of VTP operation and the identification of Vertical Turbine Seal Failures: Causes during commissioning and daily operation.
Commissioning & Acceptance Testing
Commissioning is the critical moment to verify that the environment is suitable for the seal.
- Coupling Alignment: While VTPs are “self-aligning” via the rabbet fit, the motor shaft and pump shaft must be concentric. Check TIR above the seal.
- Adjusting Nut Position: Operators must set the impeller lift (end play) using the adjusting nut at the top of the motor. Critical Warning: This adjustment moves the shaft axially. If the mechanical seal set screws are locked before the lift is set, the seal faces will be pulled apart or crushed. The seal must be locked to the shaft only after the impeller lift is finalized.
- Vibration Baseline: Establish a vibration baseline (velocity in/sec or mm/s) at the top of the seal housing. High vibration here indicates potential resonance or bent shaft issues.
Before locking the collar of a cartridge seal, verify the shaft position. Once the impeller lift is set, mark the shaft with a permanent marker at the top of the gland. This provides a visual reference for the future to check if the shaft has slipped in the coupling, a common cause of seal crushing.
Common Specification Mistakes
Failures often stem from ambiguity in the bid documents.
- “Standard Manufacturer’s Seal”: This phrase is dangerous. It often defaults to a component seal with carbon/ceramic faces, which is inadequate for grit-laden stormwater or wastewater.
- Ignoring Intermediate Bearings: If the column bearings (line shaft bearings) are water-lubricated rubber, they require wetting before the pump starts. Dry start-ups ruin these bearings, leading to shaft whip that destroys the mechanical seal. Specifying a pre-lube system is essential for deep settings.
- Overlooking Air Release: Failure to specify an automatic air release valve on the discharge head can force air back into the seal chamber during pump stops, leading to “air lock” upon restart.
O&M Burden & Strategy
Maintenance teams play a vital role in extending seal life.
- External Flush Maintenance: If using Plan 32 (external flush), filter maintenance is critical. If the filter clogs, the seal runs dry. Install differential pressure gauges across the filter.
- Visual Inspection: Operators should look for “puffs” of graphite dust around the seal area (indicating dry running face wear) or crystallization (indicating leakage that is evaporating).
Troubleshooting Guide
When investigating Vertical Turbine Seal Failures: Causes, the failed parts tell the story:
- Symptom: Deep grooving on the shaft sleeve.
Cause: Excessive tightening of packing or abrasive particles embedded in packing.
Fix: Switch to hardened sleeves or mechanical seals with a Plan 32 flush. - Symptom: Radial cracks on seal faces (Heat Checking).
Cause: Dry running or insufficient flush flow. The heat caused the ceramic/carbide to expand and crack.
Fix: Verify air venting (Plan 13) or increase flush flow rate. - Symptom: Uneven wear pattern on the stationary face (360-degree contact but heavier on one side).
Cause: Misalignment or seal gland not perpendicular to the shaft.
Fix: Check motor mounting flange flatness and shaft runout. - Symptom: Chipping on the edges of the seal faces.
Cause: Cavitation or excessive vibration causing face separation and impact.
Fix: Check NPSHa vs. NPSHr and vibration levels.
Design Details & Engineering Methodology
To rigorously prevent seal issues, engineers must perform specific calculations and adhere to industry standards.
Sizing Logic & Methodology
Stuffing Box Pressure Calculation:
In a VTP, the pressure at the seal is not necessarily the suction pressure. It is a function of the discharge pressure, the clearance of the throttle bushing, and the effectiveness of the bleed-off line (if present).
- Scenario A (Bleed-off to Suction): $P_{box} = P_{suction} + 0.25 times (P_{discharge} – P_{suction})$ (Approximation—depends on bushing clearance).
- Scenario B (Plugged Bleed-off): $P_{box}$ can approach $P_{discharge}$.
Methodology:
1. Determine Maximum Discharge Pressure (Shut-off Head).
2. Consult pump OEM for the “Stuffing Box Pressure Factor.”
3. Verify the seal is rated for this static pressure limit. Standard unbalanced seals are limited to ~150-200 psi; balanced seals can handle higher, but VTP pressure spikes can be severe.
Specification Checklist
When drafting the Section 11300 or 43 20 00 specifications, ensure these items are mandatory:
- Seal Type: Balanced, Cartridge, Single or Dual (application dependent).
- Face Materials: Explicitly state materials (e.g., “Reaction Bonded Silicon Carbide”).
- Hardware: 316SS minimum.
- Shaft Sleeve: Must be separate from the seal cartridge sleeve if packing is used; for mechanical seals, the cartridge sleeve must be 316SS or higher.
- Testing: Hydrostatic test of the seal chamber to 1.5x design pressure.
- Vibration Limits: Conform strictly to Hydraulic Institute (HI) 9.6.4 standards for allowable vibration.
Standards & Compliance
Referencing the correct standards protects the engineer and the utility.
- AWWA E103: Standard for Horizontal and Vertical Line-Shaft Pumps. Section 4.4 covers stuffing boxes and seals.
- HI 2.3: Vertical Pump Design and Application. Covers mechanical design including shaft sealing.
- API 682: While primarily for oil/gas, referencing API 682 flush plan schematics (e.g., Plan 13, Plan 32) provides a universal language for plumbing that manufacturers understand clearly.
Frequently Asked Questions
What is the most common cause of vertical turbine seal failure?
The most common cause of Vertical Turbine Seal Failures: Causes is excessive shaft runout or deflection. Because VTP shafts are long and suspended, worn line shaft bearings allow the shaft to whip. This radial movement exceeds the mechanical seal’s internal clearances (typically < 0.003"), forcing the faces open or crushing them. Replacing the seal without replacing worn line shaft bearings will result in immediate repeat failure.
What is the difference between Plan 13 and Plan 32 for VTPs?
Plan 13 is a recirculation line from the seal chamber back to the pump suction (or wet well). It is used to vent air and ensure continuous flow of the process fluid over the seal faces for cooling. Plan 32 involves injecting an external, clean fluid (like potable water) into the seal chamber. Plan 32 is superior for dirty wastewater applications because it keeps grit away from the faces, whereas Plan 13 recirculates the pumped fluid, which may contain abrasives.
How do I calculate the required flush flow rate?
For a Plan 32 (external flush) on a standard 2-4 inch shaft VTP, a typical flow rate is 1 to 2 gallons per minute (GPM) at a pressure 15-20 PSI higher than the maximum stuffing box pressure. The exact rate depends on the heat generation of the seal faces and the size of the throat bushing. The goal is to maintain a velocity of 8-15 ft/sec inside the flush piping to prevent line clogging.
Can I retrofit a packing pump with a mechanical seal?
Yes, but it requires engineering checks. First, the stuffing box must have sufficient space for the seal gland. Second, the shaft condition must be pristine (no scoring from old packing). Third, the coupling arrangement must allow for the installation of a cartridge seal (spacer couplings are preferred). Finally, confirm the shaft bearings are in good condition; mechanical seals are far less tolerant of runout than packing.
Why does my vertical turbine pump seal fail immediately after startup?
Immediate failure usually indicates an installation error. Common culprits include: 1) Locking the seal collar to the shaft before setting the impeller lift, resulting in the seal being crushed or pulled apart when the adjust nut is turned. 2) Failure to vent air from the stuffing box, causing dry running. 3) Severe misalignment between the motor and pump head.
How does air entrainment affect seal life?
In vertical pumps, air naturally rises to the highest point—often the seal chamber. If this air is not vented (via a Plan 13 line or air release valve), the top of the seal chamber fills with air. The mechanical seal faces, which rely on fluid for lubrication and cooling, run dry. This causes rapid thermal expansion, leading to “heat checking” (cracking) of the ceramic or carbide faces and catastrophic leakage.
Conclusion
Key Takeaways
- Root Cause Analysis: Most Vertical Turbine Seal Failures: Causes are symptoms of shaft deflection, bearing wear, or improper installation, not seal quality.
- Impeller Lift: Always set the impeller vertical adjustment (lift) before locking the mechanical seal to the shaft.
- Air Management: Vertical pumps trap air at the high point (the seal). A flush plan that continuously vents the seal chamber (like Plan 13) is mandatory for reliability.
- Flush Strategy: Use clean external flush (Plan 32) for wastewater containing grit. Do not rely on process fluid lubrication for abrasive applications.
- Vibration Limits: Strict adherence to HI 9.6.4 vibration limits prevents structural resonance from destroying seals.
The successful application of vertical turbine pumps requires a holistic view of the machine. The mechanical seal is an integral part of a system that includes the intake structure, the line shaft bearings, the coupling, and the motor. Engineers and operators must move away from treating seals as commodity consumables and view them as precision instruments that require a stable hydraulic and mechanical environment.
By specifying the correct materials, ensuring appropriate flush plans are designed for the specific fluid characteristics, and adhering to rigorous installation protocols regarding shaft runout and impeller lift, utilities can dramatically reduce downtime. Addressing the root Vertical Turbine Seal Failures: Causes during the design and commissioning phases is the most effective way to ensure long-term station reliability and control lifecycle costs.