KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit
INTRODUCTION
In municipal and industrial wastewater treatment, the sludge dewatering process represents one of the highest operational expenditures (OPEX) outside of aeration. Engineers often focus heavily on the selection of the dewatering unit itself—the centrifuge, belt filter press, or screw press—while treating the feed and conveyance pumps as ancillary components. However, data from utility asset management systems suggests that up to 40% of unscheduled dewatering downtime is attributed to feed pump failure, inconsistent flow delivery, or cake pump blockages. When evaluating the market leaders, engineers frequently encounter the KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit decision matrix.
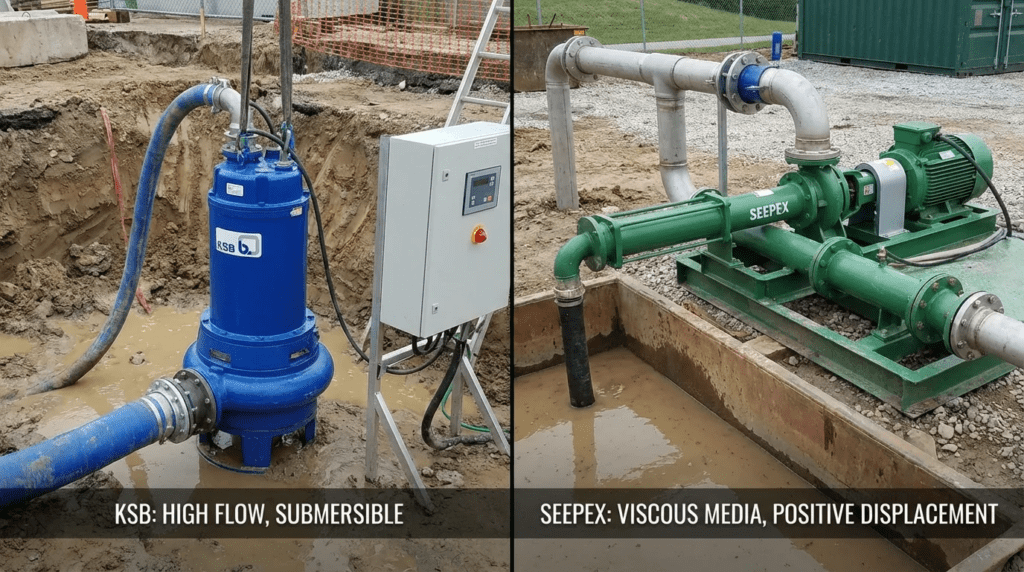
This comparison is rarely a simple “apples to apples” evaluation. KSB is a hydraulic giant with a massive portfolio rooted in centrifugal technology (though they offer positive displacement solutions), while Seepex is a specialized leader in Progressive Cavity (PC) technology. The choice between these manufacturers often serves as a proxy for the choice between hydraulic paradigms: the kinetic energy of centrifugal pumping versus the positive displacement of PC pumping.
For the consulting engineer or plant superintendent, the stakes involve more than just purchase price. The wrong selection in a dewatering application can lead to sheared floc, resulting in poor cake solids capture; excessive stator wear from grit; or catastrophic run-dry events. This article provides a rigorous, engineer-to-engineer analysis of KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit, focusing on duty cycles, fluid mechanics, and long-term maintainability.
HOW TO SELECT / SPECIFY
Proper specification requires moving beyond catalog flow rates and looking at the rheology of the fluid and the mechanical constraints of the installation. The following criteria outline the engineering logic required when navigating the KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit landscape.
Duty Conditions & Operating Envelope
The first step in selection is defining the process fluid behavior. Wastewater sludge is thixotropic and shear-thinning. Its apparent viscosity changes with shear rate.
- Flow Control Accuracy: Dewatering devices like centrifuges require non-pulsating, precise flow control to maintain torque balance and cake consistency. Here, the positive displacement nature of Seepex PC pumps generally offers a linear flow-to-speed curve, making them ideal for feed applications requiring ±1% accuracy. KSB’s centrifugal options (like the Amarex) operate on a curve where flow varies with head pressure; if the backpressure from the dewatering unit fluctuates, the flow rate will shift unless a complex PID loop is managed via VFD.
- Solids Content & Viscosity: For Thin Sludge (1-3% solids), both centrifugal and PC pumps are viable. However, as solids increase to 4-8% (thickened sludge) or 18-35% (dewatered cake), the selection narrows. KSB centrifugal pumps struggle with high-viscosity cake due to friction losses and air binding. Seepex pumps with open hopper designs and auger feed screws are engineered specifically to handle the high plastic viscosity of dewatered cake.
- Pressure Requirements: PC pumps generate pressure independently of speed, limited only by the pressure capabilities of the elastomer stator and seal. Centrifugal pumps have a shut-off head. If the discharge line plugs, a Seepex pump can over-pressurize the line to failure (requiring pressure switches), whereas a KSB centrifugal pump will dead-head.
Materials & Compatibility
Material selection is the primary driver of Mean Time Between Failure (MTBF).
- Elastomers (Stators/Liners): Seepex relies heavily on elastomer stators (NBR, Viton, EPDM). The chemical compatibility with the sludge and any cleaning agents (CIP) is critical. In dewatering applications, sharp grit can cut soft elastomers. However, Seepex offers retensionable stators to extend life.
- Metallurgy (Rotors/Impellers): KSB excels in hard-metal engineering. For abrasive grit applications where particle size is large, KSB’s high-chrome iron impellers (Norihard or similar) offer superior abrasion resistance compared to the chrome-plated rotors typically found in standard PC pumps. However, Seepex offers hardened tool steel and specialized coatings for their rotors to mitigate this.
- Chemical Resistance: If the sludge is conditioned with lime or ferric chloride, pH shifts must be accounted for. While 316SS is standard for wetted metal parts in both brands, the vulnerability usually lies in the PC pump’s elastomer stator swelling or hardening.
Hydraulics & Process Performance
The impact of the pump on the sludge itself is a critical process consideration.
- Shear Sensitivity: Flocculated sludge is highly fragile. High-speed centrifugal impellers (KSB) create significant shear, which can break floc structures before they reach the dewatering unit, reducing capture rates and requiring higher polymer dosage. Seepex PC pumps operate at low rotational speeds (typically 100-300 RPM) with low internal shear, preserving floc integrity.
- Efficiency: At the Best Efficiency Point (BEP), KSB centrifugal pumps are efficient, but efficiency drops off drastically at lower speeds. Seepex PC pumps maintain high volumetric efficiency across a wide speed range, provided the internal slip is managed (tight fit between rotor and stator).
Installation Environment & Constructability
Physical constraints often dictate the choice between KSB and Seepex.
- Footprint: KSB submersible or dry-pit centrifugal pumps are compact and vertical. They fit easily into tight lift stations or crowded galleries. Seepex PC pumps are generally horizontal and long, requiring significant space for the stator and rotor removal (pull-back space). While Seepex offers vertical configurations and “Smart Conveying Technology” (SCT) to reduce maintenance footprint, the physics of the progressive cavity design generally demands more floor space.
- Piping Configuration: KSB pumps, particularly submersibles, simplify piping by sitting directly in the wet well. Seepex pumps are almost exclusively dry-installed (with some semi-submersible vertical variants), requiring suction piping, isolation valves, and potential priming considerations if the suction lift is significant.
Reliability, Redundancy & Failure Modes
Understanding how these pumps fail allows for better risk mitigation designs.
- Run-Dry: This is the “Achilles heel” of Seepex (and all PC) pumps. The rotor/stator interface generates heat immediately without fluid lubrication, destroying the stator in minutes. Run-dry protection (TSE sensors) is mandatory. KSB centrifugal pumps, particularly those with oil-filled seal chambers or double mechanical seals, can tolerate short periods of dry running or snoring without catastrophic damage.
- Ragging/Clogging: KSB has invested heavily in “F-max” and other non-clog impeller designs to handle fibrous wipes and rags. Seepex pumps can handle solids, but long rags can wrap around the connecting rod or rotor, causing binding. Inline macerators are often specified upstream of Seepex pumps in raw sewage applications, whereas KSB pumps often pass the rags directly.
Maintenance, Safety & Access
- Maintenance Intensity: PC pumps (Seepex) generally require more frequent maintenance intervals for stator changes compared to centrifugal pump (KSB) wear ring/impeller adjustments. However, Seepex’s SCT design allows for split stators that can be changed without dismantling discharge piping, significantly reducing labor hours.
- Confined Space: KSB submersibles often require pulling the entire pump from the wet well for service, which removes the operator from the hazard but requires lifting gear. Seepex pumps are maintained in place, which is ergonomically better but requires good clearance around the unit.
Lifecycle Cost Drivers
In dewatering feed applications, energy costs are significant, but spare parts costs usually dominate the lifecycle analysis for PC pumps. Conversely, for centrifugal pumps, energy inefficiency at low flows is the primary cost driver, while parts replacement is infrequent.
Engineers must perform a Net Present Value (NPV) calculation. Seepex pumps typically have a higher spare parts burn rate (stators, seals, joints) but may lower the overall plant OPEX by reducing polymer consumption (low shear) and increasing cake dryness. KSB pumps offer lower maintenance parts cost but may increase chemical usage due to floc shear.
COMPARISON TABLES
The following tables provide a structured analysis of the KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit data. Table 1 compares the manufacturers’ typical offerings in this sector, while Table 2 provides an application fit matrix to assist in preliminary selection.
| Feature / Attribute | KSB (Focus: Centrifugal/Hydraulic) | Seepex (Focus: Progressive Cavity) |
|---|---|---|
| Primary Technology | Centrifugal (Impeller-based). Also offers PC pumps, but known for hydraulics. |
Progressive Cavity (Positive Displacement). Specialist in rotor/stator geometry. |
| Key Product Lines | Amarex (Submersible), Sewatec (Dry Pit), KRT (Submersible). | N-Range (Standard), SCT (Split Stator), T-Range (Cake/Hopper). |
| Flow Characteristics | Variable with head pressure. Pulsating/Turbulent. High Shear. | Linear with speed. Non-pulsating/Laminar. Low Shear. |
| Solids Handling | Excellent for large solids and trash (with proper impeller). | Excellent for high viscosity and defined solids; poor for sharp rags without grinders. |
| Pressure Capability | Limited by pump curve/shut-off head. | High pressure capability (up to 48 bar standard), independent of speed. |
| Typical Maintenance | Low frequency. Wear rings, mechanical seals, impeller trim. | Medium/High frequency. Stator replacement, rotor wear, universal joints. |
| Best Fit Application | Raw Influent, Return Activated Sludge (RAS), Thin Sludge Transfer. | Thickened Sludge Feed, Polymer Dosing, Dewatered Cake Transport. |
| Application Scenario | Best Fit Technology | Preferred Manufacturer Trend | Engineering Justification |
|---|---|---|---|
| Centrifuge Feed | Progressive Cavity | Seepex | Constant flow is required regardless of centrifuge backpressure. Low shear preserves floc structure. |
| Belt Press Feed | Progressive Cavity (or Rotary Lobe) | Seepex | Requires gentle handling to maximize drainage on the gravity zone. |
| Raw Sludge Transfer (High Grit) | Centrifugal (Hard Iron) | KSB | Grit destroys elastomer stators quickly. Hard iron impellers provide better lifecycle life in abrasive, low-viscosity applications. |
| Dewatered Cake (18-30% DS) | Open Hopper PC Pump | Seepex | Centrifugal pumps cannot move cake. Requires auger feed mechanism and high pressure generation. |
| Polymer Dosing | Metering PC Pump | Seepex | High accuracy (turndown ratio) required for chemical dosing. |
| Supernatant Return | Submersible Centrifugal | KSB | Low viscosity fluid, high volume, low maintenance requirement. |
ENGINEER & OPERATOR FIELD NOTES
Beyond the catalog data, real-world experience dictates the success of an installation. The following sections detail practical considerations for KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit derived from site commissioning and long-term operation.
Commissioning & Acceptance Testing
During the Site Acceptance Test (SAT), the verification procedures for these two equipment types differ significantly.
- For Seepex (PC) Pumps: The critical check is the break-away torque and rotation direction. Running a PC pump in reverse can cause the stator to unscrew or the rotor to disengage depending on the coupling design. Furthermore, confirm the “slip” factor. If the pump is running at 50% speed but delivering 30% flow, the internal leakage is too high, indicating either a loose stator fit or insufficient NPSHa causing cavitation.
- For KSB (Centrifugal) Pumps: Vibration analysis is paramount. Because these pumps run at higher speeds (800-1700 RPM typical), resonance with the foundation or piping is a risk. Engineers must verify the operating point on the curve. If the discharge pressure is lower than calculated, the pump may “run out” to the right of the curve, causing motor overload and cavitation.
Common Specification Mistakes
Engineers often add safety factors to head calculations. For a KSB centrifugal pump, oversizing the head calculation leads to the pump operating too far right on the curve (high flow), potentially cavitating or overheating the motor. For a Seepex PC pump, oversizing the pressure capability (stages) increases the pump length and cost unnecessarily, and running a large pump too slow can cause solids to settle in the pipeline.
Another frequent error is neglecting the Starting Torque. Thixotropic sludge can set up like a gel when static. Seepex pumps require high starting torque motors (NEMA Design C or VFD boost functions) to break the static friction of the rotor/stator interface. Standard efficiency motors may trip on overload during startup.
O&M Burden & Strategy
KSB Maintenance Profile
KSB pumps are generally “install and forget” until a seal fails or performance drops.
- Routine: Oil checks (for submersible motors), vibration monitoring.
- Major: Impeller clearance adjustment. As the wear plate erodes, the gap increases, and efficiency drops. KSB designs often allow external adjustment of this gap.
- Skill Level: General mechanic skills required.
Seepex Maintenance Profile
Seepex pumps require a proactive strategy to avoid unplanned downtime.
- Routine: Stator tensioning (if equipped with retensioning devices), seal lubrication, and joint inspection.
- Major: Stator and Rotor replacement. In standard designs, this involves unbolting piping. In SCT designs, the stator is removed in segments.
- Skill Level: Requires specific training on torque specs and rotor alignment. Incorrect tensioning of a stator leads to rapid failure.
Troubleshooting Guide
- Symptom: No Flow.
- KSB: Check for air binding in the volute (common in sludge), clogged impeller, or closed valve.
- Seepex: Check for dry run (burnt stator), broken drive shaft/coupling, or total stator wear (fluid slipping back 100%).
- Symptom: Excessive Noise.
- KSB: Cavitation (gravel sound) or bearing failure (high pitch).
- Seepex: Popping sounds usually indicate cavitation or the pump running dry. A “knocking” sound often indicates a worn universal joint in the coupling rod.
DESIGN DETAILS / CALCULATIONS
Sizing Logic & Methodology
When engineering a system involving KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit, the hydraulic calculations diverge.
For Centrifugal (KSB)
The System Curve is king.TDH = Static Head + Friction Head + Velocity Head
You must overlay the system curve on the pump curve. The intersection is the Operating Point.
Critical Check: Ensure the Net Positive Suction Head Available (NPSHa) exceeds NPSH Required (NPSHr) by at least 1.5 meters (5 feet) for sludge applications to account for entrained gases.
For Progressive Cavity (Seepex)
The sizing is based on volume per revolution and pressure per stage.Flow = (displacement/rev) × RPM − SlipPressure Limit = Number of Stages × Pressure Rating per Stage
Critical Calculation: Friction loss calculation must use the non-Newtonian viscosity of the sludge. Using water viscosity for sludge friction loss in PC pump piping will result in undersized motors.
Note: PC pumps typically require 1 stage for every 60-85 PSI (4-6 bar) of backpressure.
Standards & Compliance
- API 676: Standard for Rotary Positive Displacement Pumps. While often an Oil & Gas standard, high-spec municipal projects may reference this for Seepex pumps regarding casing strength and seals.
- ISO 9906: Hydraulic performance acceptance tests for centrifugal pumps (KSB).
- NEMA/IEC: Motor enclosure standards are critical. Dewatering rooms are often damp and corrosive (H2S presence). TEFC (Totally Enclosed Fan Cooled) or TENV (Totally Enclosed Non-Ventilated) motors with severe duty coatings are recommended.
FAQ SECTION
What is the primary difference between KSB and Seepex in dewatering applications?
The primary difference lies in the pumping technology. KSB is predominantly associated with centrifugal pumps (kinetic energy), which are ideal for high-flow, low-viscosity, and debris-laden fluids like raw sewage or thin sludge. Seepex specializes in progressive cavity pumps (positive displacement), which are superior for high-viscosity sludge, metering applications, and feeding dewatering equipment where constant flow and low shear are required.
How do you select between a centrifugal and a PC pump for centrifuge feed?
For centrifuge feed, a Progressive Cavity (PC) pump (like Seepex) is almost always the standard engineering choice. Centrifuges require a steady, non-pulsating flow to maintain cake quality. Centrifugal pumps (like KSB Amarex) can suffer from flow variations if the centrifuge backpressure changes, and their high shear can destroy the floc structure, reducing capture efficiency. However, KSB does offer PC pumps (Nexa series) that compete in this space.
What are the maintenance intervals for Seepex stators versus KSB impellers?
In typical municipal sludge service, a Seepex stator may last 6 months to 2 years depending on grit content and operating pressure. A KSB hard-iron impeller typically lasts 3 to 7 years. However, when the KSB impeller wears, efficiency drops gradually. When a Seepex stator wears, flow capacity can drop precipitously, or the pump may fail to generate pressure. See the [[Maintenance, Safety & Access section]] for more details.
Can KSB pumps handle dewatered cake?
Standard KSB centrifugal pumps cannot handle dewatered cake (20%+ solids). The material is too viscous and does not behave like a liquid. KSB does manufacture positive displacement pumps, but for cake conveying, Seepex’s open hopper pumps with auger feed screws (T-range) are the specific industry solution designed to push semi-solid cake through pipework.
Why is “Run-Dry” protection critical for Seepex pumps?
Seepex pumps rely on the pumped fluid to lubricate the contact surface between the metal rotor and the elastomer stator. Without fluid, friction generates immense heat within seconds, burning the elastomer and seizing the pump. KSB centrifugal pumps have a clearance between the impeller and volute, allowing them to survive short dry-run periods (assuming mechanical seals are lubricated via an oil reservoir or double seal plan).
How does KSB vs Seepex Dewatering Pump Equipment compare in lifecycle costs?
KSB centrifugal pumps generally have a lower lifecycle cost for thin fluids and raw sewage due to lower parts consumption. Seepex pumps typically have a higher maintenance cost (parts and labor) but provide the process capabilities (metering, pressure, handling high solids) that centrifugal pumps cannot match. In dewatering feed, the Seepex pump’s ability to save polymer (low shear) often offsets its higher maintenance cost.
CONCLUSION
KEY TAKEAWAYS
- Technology Split: Use KSB (Centrifugal) for raw transfer and thin sludge where shear is not a concern. Use Seepex (PC) for centrifuge feed, cake pumping, and polymer dosing.
- Shear Sensitivity: If preserving floc structure is critical to the process, Progressive Cavity (Seepex) is the engineering mandate.
- Solids Capability: KSB excels in large debris and rag handling without maceration. Seepex excels in high-viscosity and high-solids concentration (cake) handling.
- Failure Modes: Protect Seepex against Run-Dry (Temperature sensors). Protect KSB against Cavitation and dead-heading (Vibration/Amp monitoring).
- Cost Analysis: KSB = Lower maintenance parts cost. Seepex = Higher process efficiency and control.
The decision regarding KSB vs Seepex Dewatering Pump Equipment: Comparison & Best Fit should not be viewed as a brand loyalty contest, but rather as a selection of the correct hydraulic principle for the specific stage of the dewatering process. KSB’s centrifugal technology offers robust, low-maintenance bulk transfer for the “wet” side of the plant. Seepex’s progressive cavity technology provides the precision, pressure, and gentle handling required for the “thick” and “dewatered” stages.
Engineers should specify KSB centrifugal units for influent, supernatant return, and thin sludge recirculation where grit is high and viscosity is low. Conversely, specifications should favor Seepex (or KSB’s PC equivalent) for the critical feed to centrifuges and belt presses, where flow linearity and floc preservation directly impact the facility’s bottom line. By respecting the rheological limits of the sludge and the mechanical characteristics of the pump types, utilities can achieve a balanced system that optimizes both reliability and process performance.