Schwing vs Jim Myers for Solids Conveyance: Pros/Cons & Best-Fit Applications
Introduction
One of the most frequent oversight areas in wastewater treatment plant (WWTP) design is the “last mile” of the solids handling process: moving dewatered cake from the centrifuge, belt press, or screw press to its final load-out point. Engineers often spend months optimizing the dewatering device itself, only to treat the conveyance system as an afterthought. This is a critical error. The failure of a conveyance system creates an immediate bottleneck that can force a plant to cease dewatering operations entirely, leading to solids inventory backups in the digesters or aeration basins.
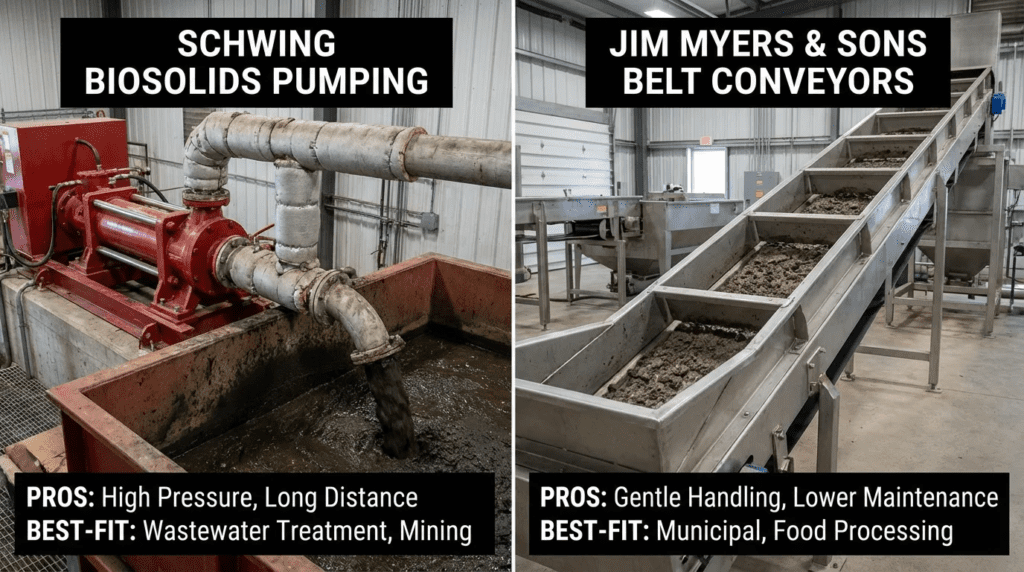
When designing these systems, the industry conversation often coalesces around two dominant methodologies, frequently represented by two market leaders: the hydraulic piston pump approach (synonymous with Schwing Bioset) and the mechanical screw conveyance approach (synonymous with Jim Myers & Sons, or JMS). While both manufacturers offer a range of equipment, in the context of consulting engineering, Schwing vs Jim Myers for Solids Conveyance: Pros/Cons & Best-Fit Applications essentially becomes a debate between high-pressure closed-pipe pumping and gravity-assisted mechanical auger transport.
This article provides a rigorous technical comparison of these two distinct conveyance philosophies. It is designed to assist municipal and industrial engineers in specifying the correct technology based on site geometry, cake characteristics, odor control requirements, and lifecycle cost analysis (LCCA). We will move beyond marketing claims to examine the physics of non-Newtonian flow, the reality of maintenance intervals, and the specific failure modes associated with each approach.
How to Select and Specify Solids Conveyance Systems
Selecting between a hydraulic piston pump and a mechanical conveyor requires a deep understanding of the material being handled. Dewatered biosolids cake is not a standard fluid, nor is it a standard dry bulk solid. It behaves as a non-Newtonian, thixotropic material with variable plasticity. The decision matrix for Schwing vs Jim Myers for Solids Conveyance: Pros/Cons & Best-Fit Applications relies heavily on defining the operating envelope accurately.
Duty Conditions & Operating Envelope
The primary driver for selection is the distance and elevation change required. Mechanical conveyors (JMS style) are essentially linear devices. They excel in short to medium distances where the route is relatively straight. If the facility requires moving cake 200 feet horizontally and 50 feet vertically, a mechanical system would require a complex series of inclined screws and transfer points.
Conversely, hydraulic piston pumps (Schwing style) operate under high pressure (often exceeding 1,000 psi). This allows them to push cake through enclosed pipelines over significant distances (over 1,000 linear feet) and high vertical lifts without intermediate transfer points. Engineers must evaluate:
- Solids Concentration: Cake >30-35% solids can be difficult to pump due to extreme friction losses, potentially favoring mechanical conveyance unless specific boundary layer injection systems are used.
- Plasticity: Sticky sludge often bridges in screw conveyors but can be pumped effectively if the pump intake is designed with an adequate auger feed.
- Intermittency: Piston pumps handle start/stop cycles well but require warm-up time for hydraulic oil in cold climates. Screw conveyors provide “instant on” conveyance but can suffer from material hardening in the trough if left static for long periods.
Materials & Compatibility
Corrosion and abrasion are the twin enemies of solids conveyance. In mechanical conveyance (JMS), the trough and spiral materials are paramount. Shaftless spirals are typically manufactured from high-strength alloy steel (e.g., AISI 4140) to resist torque and wear, while troughs are usually 304 or 316 stainless steel. The critical consumable is the wear liner—often Ultra-High Molecular Weight Polyethylene (UHMW-PE) or Xylethon—which acts as the sacrificial interface between the spiral and the stainless trough.
For hydraulic pumps (Schwing), the material focus shifts to the poppet valves and the delivery piping. The piping must be Schedule 80 or specialized hardened pipe to withstand the abrasion of grit within the sludge. The pump housing itself usually employs hardened steel or chromium-plated components to resist the sliding abrasion of the piston cup. Engineers must specify materials that match the pH and grit content of the sludge. If the facility accepts septic waste, grit levels will be higher, accelerating wear on both screw liners and pump piping.
Hydraulics & Process Performance
Understanding the hydraulics is where the comparison of Schwing vs Jim Myers for Solids Conveyance: Pros/Cons & Best-Fit Applications diverges most sharply. A screw conveyor is a volumetric device; capacity is a function of RPM, screw pitch, and trough fill percentage (typically designed for <45% fill to prevent rollback). It operates at atmospheric pressure.
A piston pump is a positive displacement device operating against system head. The “hydraulics” here refer to two systems: the sludge flow physics and the oil-hydraulic power unit (HPU). The process performance is defined by the volumetric efficiency (how much cake moves per stroke) and the system pressure required to overcome pipe friction. Engineers must calculate the friction loss coefficient (K) of the specific sludge, which varies wildly based on polymer dosage and sludge age.
Installation Environment & Constructability
Space constraints often dictate the choice. Mechanical conveyors require significant “real estate.” A typical JMS system might involve a horizontal collection conveyor, an inclined conveyor, and a distribution conveyor. This network consumes floor space and overhead volume, requiring hangers, supports, and maintenance walkways (catwalks) along the entire length.
Piston pumps consolidate the mechanical equipment into a single “pump room.” Once the cake enters the discharge pipe, the pipe can be routed through walls, ceilings, and underground, similar to water piping. This flexibility makes pumps ideal for retrofits in crowded basements or galleries where installing a new 40-foot conveyor is structurally impossible. However, the HPU requires a clean, ventilated room with cooling water or air-to-oil heat exchangers.
Reliability, Redundancy & Failure Modes
Reliability strategies differ fundamentally:
- Mechanical Conveyors: Failure is usually gradual (liner wear) or catastrophic due to foreign objects. A large rock or metal bolt can jam a screw, tripping the motor on overload. Redundancy usually means installing parallel conveyors, which doubles the space requirement.
- Hydraulic Pumps: Failure modes include hydraulic hose bursts, valve blockages, or piston seal failure. Redundancy is easier to achieve via piping; two pumps can discharge into a common header (with proper isolation valves), allowing one operational pipe to serve multiple pumps.
Controls & Automation Interfaces
For JMS-style conveyors, controls are relatively simple: VFDs for speed control, zero-speed switches to detect broken shafts/belts, and emergency pull cords. Integration into SCADA is straightforward (Run/Stop/Fault/Speed).
Schwing-style pumps require more sophisticated control logic. The HPU is a complex system involving proportional valves, temperature sensors, oil level monitoring, and pressure transducers. The control system must manage the “switchover” of the poppet valves to ensure continuous flow. SCADA integration requires monitoring hydraulic pressure (to detect pipe blockages) and oil temperature. Modern systems often include “boundary layer injection” controls, where polymer or water is injected into the pipe ring to reduce friction; this adds another layer of I/O to the design.
Maintainability, Safety & Access
Safety considerations for mechanical conveyors focus on guarding. The moving screw or belt presents a crushing/entanglement hazard. While covers are standard, operators often remove them for inspection. Interlocks are mandatory. Maintenance involves confined space entry if the conveyor is enclosed, or working at heights if it is overhead. Liner replacement is a labor-intensive process requiring the removal of the heavy spiral.
Piston pumps contain high-pressure hydraulic fluid (2,000+ psi) and high-pressure sludge. Safety protocols must address stored energy in the hydraulic accumulators. Maintenance is localized to the pump itself (piston cups, poppet valves). While the piping requires little maintenance, a blockage in a long pipe run can be a nightmare to clear, sometimes requiring the pipe to be dismantled section by section.
Lifecycle Cost Drivers
The CAPEX/OPEX trade-off is the final decision gate. Typically, mechanical conveyors (JMS) have a lower capital cost for simple, short runs. Their energy consumption is also lower; moving solids mechanically at low speed is efficient. However, if the layout is complex (multiple transfer points), the cost of structural supports and electrical drops rises.
Hydraulic pumps (Schwing) have a higher initial CAPEX due to the HPU and heavy-duty construction. Energy costs are higher because pushing viscous sludge through a pipe generates immense friction heat and requires significant horsepower (often 50-100 HP motors vs. 5-10 HP for screws). However, for long distances, the “total installed cost” of a pump and a 6-inch pipe is often lower than a 300-foot stainless steel conveyor bridge.
Comparison Tables
The following tables provide a direct comparison between the technologies represented by Schwing and Jim Myers & Sons. Use these to quickly assess alignment with project constraints.
| Feature/Attribute | Hydraulic Piston Pump (e.g., Schwing KSP) | Shaftless Screw Conveyor (e.g., JMS) |
|---|---|---|
| Primary Transport Mechanism | Hydraulic pressure pushing a column of sludge through a pipe. | Rotating helical screw pushing material along a trough. |
| Best-Fit Application | Long distances (>100 ft), high vertical lifts, complex routing, odor-critical areas. | Short to medium distances, linear layouts, distributing to multiple truck bays. |
| Odor Containment | Excellent: Fully enclosed pipe, zero emissions during transport. | Good to Fair: Covers are standard, but transfer points can leak odors. |
| Maintenance Intensity | Moderate/High Complexity: Requires hydraulic expertise. Regular oil changes, filter replacements, seal checks. | Low/Moderate Complexity: Mechanical tasks. Liner replacement (every 3-7 years), gearbox oil, bearing greasing. |
| Energy Consumption | High: Overcoming pipe friction requires significant horsepower. | Low: Low torque requirements once material is moving. |
| Cleanliness | Very clean; closed system. Messy only during maintenance disassembly. | Generally clean, but “carryover” on return side (if belt) or leakage at gaskets can occur. |
| Flexibility | High: Pipe can go around corners, up walls, under floors. | Low: Rigid linear path. Turning requires a transfer point to a new conveyor. |
| Scenario | Preferred Technology | Primary Rationale | Secondary Considerations |
|---|---|---|---|
| Small Plant, Cake to Dumpster | Screw Conveyor (JMS) | Lower capital cost, simple operation, low energy use. | Verify dumpster height vs. discharge height. |
| Large Plant, Cake to Incinerator | Piston Pump (Schwing) | Sealed feed required for incinerator; consistent feed rate. | High pressure injection capability is critical. |
| Vertical Lift > 30 Feet | Piston Pump (Schwing) | Pumps handle vertical head easily. Vertical screws are inefficient and prone to wear. | Backflow prevention in vertical pipe is essential. |
| Silo Loading (Top Entry) | Piston Pump (Schwing) | Can pipe directly to top of silo without structural bridges. | Requires distribution valve on silo top. |
| Truck Loading (Multiple Bays) | Screw Conveyor (JMS) | Live bottom screws or slide gates easily distribute across a truck bed. | Requires ultrasonic sensors to automate fill leveling. |
| Retrofit through Existing Building | Piston Pump (Schwing) | Piping is easier to route through existing obstructions than conveyor troughs. | Ensure structural capacity for pipe hangers. |
Engineer & Operator Field Notes
Successful implementation of Schwing vs Jim Myers for Solids Conveyance: Pros/Cons & Best-Fit Applications often comes down to the details that aren’t on the datasheet. Here are field-tested notes for engineering and operations teams.
Commissioning & Acceptance Testing
During the commissioning of a hydraulic piston pump, the critical step is the pressure test of the discharge piping. Because sludge piping is often subjected to shock loads (water hammer effects from the pump switching), standard hydrostatic testing isn’t enough. The system should be tested to 1.5x the maximum operating pressure. Furthermore, verify the “switchover” timing. If the poppet valves switch too slowly, the flow stops momentarily, and the inertia of the sludge column is lost, causing massive pressure spikes when the pump re-engages.
For screw conveyors, the Site Acceptance Test (SAT) must focus on the zero-speed switch and torque settings. A common issue is the “nuisance trip” during cold starts when sludge viscosity is high. However, operators should never bypass the torque limiter to solve this. Commissioning must also verify that the spiral does not “climb” out of the trough under load, a phenomenon known as “ride up,” which can damage the covers.
Common Specification Mistakes
Another frequent error in specifying piston pumps is underestimating the pressure drop. Engineers often use standard water friction tables (Hazen-Williams) which are useless for sludge. You must use the Bingham Plastic model or specific sludge shear stress data. If the calculated pressure is 800 psi, specify a 1,500 psi pump. Sludge consistency changes; if the dewatering polymer dosage increases, the sludge becomes “slicker” (good), but if the cake becomes drier, friction spikes exponentially.
O&M Burden & Strategy
For Schwing Systems: The maintenance strategy centers on the Hydraulic Power Unit (HPU). Keep the oil cool and clean. Overheating oil leads to seal degradation and pump failure. The operator’s primary daily task is checking the auto-greasers and monitoring system pressure. A sudden drop in operating pressure usually indicates a worn piston cup (blow-by) or a poppet valve stuck open by debris.
For JMS Systems: The burden is mechanical. The wear liner is the sacrificial part. Most facilities use a two-color liner (e.g., a white top layer and red bottom layer). When the operator sees red shavings in the discharge, it’s time to order a new liner. Ignoring this leads to the steel spiral grinding through the stainless steel trough, turning a $2,000 maintenance job into a $20,000 capital replacement.
Troubleshooting Guide
Symptom: Screw Conveyor Squealing
Cause: Liner wear-through or lack of material. Screw conveyors are lubricated by the sludge itself. Running dry causes friction and noise (and rapid wear).
Fix: Verify sludge feed. If running empty for cleaning, minimize run time.
Symptom: Piston Pump “Short Stroking”
Cause: Feed hopper bridging or insufficient Net Positive Suction Head (NPSH) available to the pump cylinders.
Fix: Check the feed augers in the hopper. They may be tunneling through the sludge rather than pushing it into the cylinders. Adjust feed screw speed.
Design Details and Calculations
Sizing Logic & Methodology
When engineering a conveyance system, sizing begins with the Mass Balance Diagram. You must know the peak wet tons per hour (WTPH). Note that dewatering equipment is often rated in dry tons, but conveyors move wet tons.
Calculation for Screw Conveyor Capacity (CEMA Standard):
Capacity (ft³/hr) = (WTPH × 2000) / Density (lb/ft³)
Once you have cubic feet per hour, select a screw diameter and speed that provides this capacity at 30-40% trough loading. Never design for 100% loading; this leaves no room for surges and increases the risk of bridging. Typical speeds for sludge screws are low (10-30 RPM) to reduce wear.
Friction Loss in Sludge Piping (Schwing)
Calculating head loss for piston pumps is complex due to non-Newtonian flow. The formula generally follows:
P = (4 × L × τ) / D
Where:
- P: Pressure drop
- L: Length of pipe
- τ (Tau): Shear stress of the sludge (this is the critical variable, often 0.5 to 2.0 psi depending on % solids)
- D: Pipe diameter
Because shear stress (τ) varies with velocity and temperature, engineers should apply a safety factor of at least 1.5 to the pressure calculation. If the calculation suggests 900 psi, specify a system rated for 1,500 psi to account for “upset conditions” (e.g., extremely dry cake).
Specification Checklist
Ensure your specification includes:
- Pumps: Pulsation dampeners (to reduce pipe vibration), boundary layer injection ports (for friction reduction), and high-pressure isolation valves.
- Conveyors: Zero-speed switches, emergency pull cords, motion sensors on discharge chutes (plug detection), and drainage ports in the trough for washdown water.
- General: 316 Stainless Steel construction is standard for municipal wastewater. 304SS may suffice for some industrial applications, but the price delta is often negligible compared to the corrosion risk.
Standards & Compliance
- CEMA (Conveyor Equipment Manufacturers Association): Provides the dimensional standards for screws and troughs.
- ASME B31.3 (Process Piping): Relevant for high-pressure sludge piping design.
- NFPA 820: Fire protection in wastewater treatment plants. While sludge cake is generally not explosive, the location (e.g., near digesters) may classify the room. Motors may need to be Explosion Proof (Class 1 Div 1 or 2).
Frequently Asked Questions
What is the maximum distance a Schwing pump can transport biosolids?
Schwing pumps can transport biosolids over significant distances, often exceeding 1,000 to 2,000 feet horizontally and 100+ feet vertically. The limiting factor is usually the system pressure rating. As distance increases, friction losses accumulate. To extend the range, systems can use “boundary layer injection” (injecting a thin film of polymer or water around the pipe wall) to drastically reduce friction, or stage booster pumps in series.
How does the maintenance cost compare between JMS screws and Schwing pumps?
Generally, JMS screw conveyors have lower annual maintenance costs but require more labor-intensive major repairs (liner replacements) every 3-7 years. Schwing pumps have higher routine maintenance costs (hydraulic oil, filters, seal kits) and require more specialized technician skills, but major overhauls are less frequent if routine PMs are followed. Over a 20-year lifecycle, the costs often converge, with the decision driven more by application fit than O&M dollars.
Can screw conveyors handle vertical lifts?
Yes, but with significant limitations. Vertical screw conveyors (shaftless or shafted) are much less efficient than horizontal ones. They rely on high RPM to generate centrifugal force to keep material against the wall, which causes rapid liner wear. For true vertical lifting of wastewater sludge, piston pumps, bucket elevators, or inclined conveyors (sandwich belts) are generally superior engineering choices.
Why are Schwing pumps often preferred for odor control?
Schwing pumps offer a fully enclosed pipeline from the source to the discharge point. There are no open troughs or transfer points where odors can escape. This makes them the “Best-Fit Application” for plants located near residential areas or for transporting raw/primary sludge which is highly odorous. Screw conveyors can be covered, but ensuring a gas-tight seal on a long trough with multiple inspection hatches is difficult.
What is the “thixotropic” nature of sludge and why does it matter?
Thixotropic means the material’s viscosity decreases with stress (movement). When sludge sits still in a pipe or hopper, it acts like a solid (high viscosity). Once it starts moving, it flows more easily. This is critical for Schwing vs Jim Myers for Solids Conveyance selection because pumps must generate a massive initial pressure spike to “break” the static friction (stiction) of the sludge column, whereas screw conveyors mechanically shear the material immediately to induce flow.
How do I choose between shafted and shaftless screw conveyors?
For sticky, dewatered sludge, shaftless (JMS style) is almost always preferred. A center pipe (shaft) provides a surface for sludge to wrap around and accumulate (ragging), eventually turning the screw into a rotating log that moves nothing. Shaftless spirals allow the material to fill the center space and flow freely without bridging.
Conclusion
Key Takeaways
- Distance Dictates Technology: Use mechanical conveyors (JMS) for short, complex routing under 100 ft. Use hydraulic pumps (Schwing) for long-distance runs (>100 ft) or high vertical lifts.
- Containment is Key: If odor control or hygiene is the #1 priority, closed-pipe pumping is superior to covered troughs.
- Pressure vs. Gravity: Pumps handle variations in downstream backpressure (e.g., silo filling) better than screws.
- Know Your Solids: Pumping cake >30% dry solids requires careful friction loss calculations; screws handle dry cake easily but struggle with “soupy” sludge.
- Don’t Ignore Layout: Pumps save floor space; conveyors consume it.
The choice in Schwing vs Jim Myers for Solids Conveyance: Pros/Cons & Best-Fit Applications is rarely a matter of one brand being “better” than the other. It is a choice between two fundamentally different physical processes: hydraulic displacement and mechanical augering.
For facility designs requiring the movement of sludge from a dewatering room to a truck bay immediately below or adjacent, the simplicity and low energy cost of a mechanical screw conveyor (JMS type) make it the logical engineering choice. It offers visual confirmation of flow and straightforward maintenance.
However, as plant complexity increases—requiring transport across site roads, up into tall silos, or through odor-sensitive zones—the hydraulic piston pump (Schwing type) becomes the indispensable solution. While the initial capital and energy costs are higher, the ability to treat biosolids transport as a plumbing calculation rather than a material handling challenge provides unmatched flexibility for the design engineer.
Ultimately, the specification should not be copied from a previous project but derived from the specific hydraulic profile and cake characteristics of the current application. By rigorously analyzing the duty point against the constraints listed above, engineers can ensure a reliable, long-term solution for solids conveyance.