Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages
Introduction
The modern wastewater stream has undergone a radical transformation in the last two decades. The proliferation of non-dispersible synthetic fabrics—commonly known as “flushable” wipes—combined with water conservation mandates that reduce transport velocities, has created a perfect storm for municipal and industrial operators. For engineers involved in lift station design and treatment plant operations, the phenomenon of Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages has shifted from a nuisance to a primary operational expense and a critical reliability risk.
Recent industry data suggests that reactive maintenance costs associated with unclogging pumps have risen by over 30% in many municipalities since 2010. Furthermore, the practice of “deragging” is not merely labor-intensive; it presents significant safety hazards to operators who must physically access volutes or open check valves to clear obstructions. A common misconception among engineers is that simply increasing the sphere-passing capability of a pump is sufficient to handle modern solids. In reality, fibrous materials do not behave like spherical solids; they form ropes and mats that catch on the leading edges of vanes, reducing efficiency and eventually tripping motors on overload.
Centrifugal pumps remain the workhorse of water and wastewater transport due to their hydraulic versatility and relatively low capital cost. However, their application in raw wastewater, sludge recirculation, and influent headworks requires a nuanced approach to selection. Standard enclosed impellers, once the industry standard, are increasingly failing in high-rag environments.
This article provides a comprehensive technical guide for specifying and selecting pumping systems resilient to modern waste streams. It moves beyond basic “non-clog” marketing labels to explore the physics of ragging, the trade-offs between hydraulic efficiency and solids handling, and the role of intelligent controls in mitigating downtime. It is designed to help engineers implement robust solutions for Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages.
How to Select / Specify
When addressing Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages, the selection process must prioritize the specific nature of the solids over pure hydraulic efficiency. The traditional approach of selecting the most efficient pump at the duty point often leads to the selection of impeller geometries that are prone to catching fibers.
Duty Conditions & Operating Envelope
The relationship between the pump’s operating point and its Best Efficiency Point (BEP) is critical for solids handling. When a pump operates significantly to the left of BEP (low flow), recirculation eddies form at the suction eye and the discharge cutwater. These eddies act as spinning looms, twisting loose fibers into tight ropes before they even enter the impeller vane.
- Continuous vs. Intermittent: In lift stations with long retention times (intermittent duty), solids settle and mat together. When the pump starts, it faces a “slug” of high-concentration solids. Pumps specified for this service require higher starting torque and capabilities to process the initial solid load.
- Variable Frequency Drives (VFDs): While VFDs save energy, running a pump at too low a speed (typically below 35-40 Hz) reduces the fluid velocity through the volute. This reduced velocity may fail to flush solids through the discharge, leading to accumulation. Specifications should define a “minimum scouring speed” rather than just a minimum hydraulic flow.
- Future Capacity: Oversizing pumps for 20-year future growth horizons is a leading cause of ragging. An oversized pump runs on the far left of its curve during early years, maximizing recirculation and rag ball formation. Using VFDs or smaller trim impellers during the initial years is essential.
Materials & Compatibility
If the strategy involves chopping, cutting, or shredding solids, standard grey cast iron (ASTM A48 Class 30) is often insufficient for the cutting elements. The interaction between cutting edges and inorganic grit (sand, road salts) found in combined sewers rapidly dulls standard materials.
- Cutting Elements: Specify high-chrome iron (ASTM A532) or hardened stainless steel (440C or 17-4PH) with a Rockwell C hardness (HRC) of 55-60 for chopper bars, cutter plates, and impeller leading edges.
- Volute Materials: While the volute can remain cast iron, the wear plate or suction cover—where the cutting or close-tolerance shearing occurs—must be a hardened material to maintain the tight clearances necessary for effective solids destruction.
- Clearance Maintenance: Material selection must account for the ability to adjust clearances. As materials wear, the gap opens, and stringy materials begin to fold over the cutter rather than shearing.
Hydraulics & Process Performance
The geometry of the impeller is the single most influential factor in reducing blockages.
- Leading Edge Geometry: Backswept leading edges allow rags to slide off rather than staple to the vane. A purely radial leading edge is a catch point.
- Throughlet Size: The “3-inch spherical solid” standard is a baseline, but for ragging, the cross-sectional area of the channel is less important than the absence of catch points. A 4-inch passage with a sharp cutwater tongue may clog faster than a 3-inch passage with a smooth, contoured volute.
- NPSH and Cavitation: Cavitation creates pitted surfaces on the impeller, which become anchor points for rags. Ensuring adequate NPSH margin (NPSHA > NPSHR + 5ft) keeps surfaces smooth.
Installation Environment & Constructability
The sump design dictates how solids enter the pump. A poorly designed wet well creates floating mats of grease and rags.
- Floor Slope: Flat-bottom wet wells encourage sludge deposition. Fillets and sloped floors (min 45 degrees) direct solids toward the pump suction.
- Suction Velocity: If the intake velocity is too low, solids settle in the pipe; if too high, it creates vortices. Designing for 3-5 ft/s in the suction piping is optimal for keeping solids in suspension without excessive friction loss.
- Guide Rails: For submersible pumps, the sealing flange (duckfoot) must be robust. Leakage at the discharge connection causes local recirculation, which attracts rags to the guide rail system, eventually binding the pump during removal.
Reliability, Redundancy & Failure Modes
In high-ragging applications, Mean Time Between Failure (MTBF) is often dictated by the clogging frequency rather than mechanical bearing or seal failure.
- Derating Factors: When selecting chopper or grinder pumps, apply a motor service factor. The act of chopping a “mop head” or heavy rag ball causes momentary torque spikes. Standard motors may trip on overload or overheat.
- Redundancy: In critical lift stations subject to heavy ragging, N+1 redundancy is standard. However, consider N+2 or a “jockey” pump setup where a smaller, solids-handling pump handles dry weather flow (higher velocity) and larger pumps engage only during storm events.
Controls & Automation Interfaces
Modern mitigation of Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages relies heavily on “smart” monitoring.
- Power Monitoring: Traditional thermal overloads are too slow. Power monitors measure instantaneous shaft power. A specific “jagged” power signature often precedes a full clog.
- Auto-Reverse: Specifications should include requirements for VFDs or soft starters capable of “pump cleaning cycles.” Upon detecting a specific torque spike or amperage increase, the pump stops, reverses rotation for 10-30 seconds to dislodge the obstruction, and resumes forward operation.
- SCADA Integration: The system should log “cleaning events.” A sudden spike in cleaning events indicates a change in influent composition or a mechanical issue (e.g., worn cutter clearance).
Maintainability, Safety & Access
Even the best pumps will eventually require intervention.
- External Adjustment: For pumps with cutting faces, specify mechanisms that allow clearance adjustment from the exterior of the pump without requiring full disassembly.
- Clean-out Ports: Dry-pit pumps should feature hand-hole cleanouts on the suction elbow or volute. This allows operators to remove blockages without decoupling piping.
- Lifting Apparatus: Ensure permanent davit cranes or hoists are rated not just for the pump weight, but for the “breakout force” required to lift a pump that may be silted in or bound by rags.
Lifecycle Cost Drivers
Engineers must balance CAPEX and OPEX. Chopper pumps generally have lower hydraulic efficiency (50-70%) compared to standard non-clog pumps (70-85%).
- Energy vs. Labor: The energy penalty of a less efficient chopper pump is often negligible compared to the cost of a vacuum truck call-out ($500-$1,500 per event) or overtime labor to unclog a pump.
- Wear Components: Budget for replacement cutting elements every 2-5 years depending on grit load.
Comparison Tables
The following tables provide a structured comparison of hydraulic technologies and their application suitability. Table 1 focuses on the impeller technologies available to combat ragging, detailing their specific mechanics and limitations. Table 2 serves as a selection matrix to help engineers match the technology to the application constraints.
| Technology Type | Primary Mechanism | Best-Fit Application | Limitations / Considerations | Typical Maintenance Profile |
|---|---|---|---|---|
| Semi-Open with Relief Groove | Leading edge sweeps solids away; relief groove in volute allows trapped solids to recirculate and exit. | Raw sewage, stormwater, general lift stations. | Can clog if solids are exceptionally long/strong. Requires precise clearance setting. | Adjustment of wear plate clearance required to maintain efficiency. |
| Chopper / Cutter | External or internal rotating blades actively slice solids against a stationary anvil/plate before entering the impeller. | Prisons, hospitals, nursing homes, lift stations with heavy wipe loading. | Lower hydraulic efficiency. Higher NPSH required. Cutting edges dull over time in gritty applications. | Periodic sharpening or replacement of cutter bars/blades. |
| Vortex (Recessed) | Impeller is recessed in the volute; creates a fluid vortex. Less than 20% of solids touch the impeller. | Sludge, grit, high concentrations of stringy materials. | Low hydraulic efficiency (35-55%). Can generate significant vibration if not operated near BEP. | Very low maintenance. Impeller wear is minimal as it avoids contact. |
| Screw Centrifugal | Single spiral vane with a long, sweeping motion. Gentle handling with large free passage. | RAS/WAS pumping, shear-sensitive sludge, heavy ragging. | Steep H-Q curve. Large physical footprint. Sensitive to suction conditions. | Liner adjustment required. Leading edge repair if damaged by tramp metal. |
| Enclosed Non-Clog | Standard 2-3 vane enclosed impeller with wide channels. | Clean water, effluent, storm water with minimal debris. | Not recommended for raw sewage with wipes. Prone to leading-edge stapling and rag ball formation. | Standard wear ring replacement. High risk of clogging interventions. |
| Application Scenario | Flow Range (GPM) | Head (ft) | Risk Level | Recommended Technology | Key Constraint |
|---|---|---|---|---|---|
| Small Neighborhood Lift Station | 50 – 300 | 20 – 100 | High (Low velocity, high wipe ratio) | Chopper Pump or Grinder (if <50 GPM) | Preventing matting in wet well. |
| Large Regional Lift Station | 2,000 – 20,000+ | 50 – 200 | Medium (High velocity aids passage) | Semi-Open with Relief or Screw Centrifugal | Energy efficiency becomes a major TCO driver. |
| Sludge Recirculation (RAS) | 200 – 5,000 | 10 – 40 | High (Concentrated solids) | Screw Centrifugal or Vortex | Protecting floc structure (low shear) vs. passing rags. |
| Institutional (Correctional/Medical) | 50 – 500 | 30 – 100 | Extreme (Bedding, clothing, plastics) | Heavy Duty Chopper (Hardened) | Requires aggressive cutting; efficiency is secondary. |
| Stormwater Runoff | 1,000 – 50,000 | 10 – 50 | Low (Mostly inorganic/trash) | Axial Flow or Mixed Flow (Propeller) | Screening prior to pump is usually required. |
Engineer & Operator Field Notes
Successful implementation requires attention to detail beyond the catalog curve. The following notes are derived from commissioning experiences and operational history in challenging wastewater environments.
Commissioning & Acceptance Testing
The Factory Acceptance Test (FAT) confirms hydraulic performance, but the Site Acceptance Test (SAT) is where solids handling capability is verified.
- Vibration Baseline: Establish a vibration baseline with clean water. Then, monitor vibration as solids are introduced. A significant immediate rise suggests the impeller is unbalanced by rag accumulation.
- Amp Draw Verification: Verify the amperage draw during a “ragging simulation” if possible (or during first storm flows). Ensure the overload protection is set high enough to accommodate the torque spikes of cutting, but low enough to protect the windings.
- De-ragging Function Test: If VFDs with anti-clogging logic are installed, they must be tested. Manually trigger the logic to ensure the pump stops, reverses, and ramps back up correctly without inducing water hammer in the discharge force main.
Common Specification Mistakes
One of the most frequent errors in specifications is the “Copy/Paste” of older “Non-Clog” specs.
- The “Non-Clog” Misnomer: Standard specifications often ask for “Non-Clog” pumps capable of passing a 3-inch sphere. This is an antiquated metric. A modern spec should define “Solids Handling Capability” regarding fibrous materials, potentially referencing specific impeller designs (e.g., “Semi-open backswept with groove” or “Chopper type”).
- Over-Sizing Motors: While torque is needed, grossly oversizing motors increases the inrush current and requires larger electrical gear. It also forces the pump to run at partial load where power factor is poor. Match the motor torque curve to the inertia of the impeller and the cutting load.
- Ignoring Minimum Flow: Specifying a VFD range of 0-60Hz is a design error. The minimum flow must be calculated based on the minimum scouring velocity in the rising main (typically 2 ft/s). Running below this speed guarantees solids deposition in the pipe, which eventually falls back onto the pump check valve.
O&M Burden & Strategy
Operational strategy shifts from “reactive unclogging” to “preventive monitoring.”
- Daily/Weekly: Monitor SCADA trends for gradual amperage creep. A slow rise in amps at the same flow rate indicates a partial blockage or rag buildup on the leading edge.
- Monthly: Check the cutting gap on chopper pumps. As the gap increases, the pump loses the ability to scissor-cut, and rags begin to fold and jam.
- Quarterly: Inspect check valves. Rags that pass through the pump often hang up on the check valve flapper or seat. A partially open check valve causes backflow and pump spinning, leading to subsequent startup failures.
- Predictive: Use vibration analysis to detect “soft foot” or imbalance caused by uneven rag loading on the impeller.
Troubleshooting Guide
- Symptom: High Amps, Low Flow.
Cause: Partial blockage in the volute or impeller vane.
Action: Trigger reverse cycle. If unsuccessful, mechanical removal required. Check suction wear plate clearance. - Symptom: Pump Vibrates heavily at start, then smooths out.
Cause: “Rag ball” was resting in suction, ingested at start, and eventually passed.
Action: Investigate wet well cleaning cycles; the pump is ingesting settled solids. - Symptom: Frequent Tripping on Overload.
Cause: Solids load exceeds motor torque (chopper jammed) or motor service factor is too low.
Action: Check for inorganic debris (metal/rocks) jamming the cutter. Verify thermal overload settings.
Design Details / Calculations
Engineering the system for Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages involves hydraulic calculations that prioritize velocity and shear.
Sizing Logic & Methodology
1. Velocity is King:
In clean water, we design for efficiency. In wastewater, we design for transport.
Rule of Thumb: Maintain a minimum of 2.0 ft/s (0.6 m/s) in discharge piping, but prefer 3.0 to 5.0 ft/s (0.9 – 1.5 m/s) in the immediate pump vicinity to ensure scouring.
Calculation:
[ V = frac{0.4085 times Q}{d^2} ]
Where:
( V ) = Velocity (ft/s)
( Q ) = Flow (GPM)
( d ) = Pipe Inner Diameter (inches)
2. The Force Main Profile:
Analyze the system curve. If the static head is high and friction head is low, the pump operates in a narrow flow range. If the pump drifts to the left (low flow) due to increased head (e.g., a blocked force main), velocity drops, and ragging accelerates.
Specification Checklist
To ensure a specification-safe document that enforces quality without sole-sourcing, include:
- Impeller Hardness: “Impeller and/or cutting elements shall be heat-treated to a minimum Rockwell C hardness of 55-60 HRC.”
- Relief Features: “Impeller or Volute shall feature a self-cleaning groove or relief path to discharge solids trapped between the wear plate and impeller vane.”
- Passage Guarantee: “Pump shall be capable of passing a 3-inch spherical solid OR chopping a 3-inch solid into emulsified slurry.”
- Testing Standard: “Performance testing in accordance with Hydraulic Institute (HI) 11.6 for Submersible Pumps.”
- Cable Entry: “Cable entry shall feature a longitudinal seal to prevent capillary action of water into the motor in the event of cable sheath damage.” (Critical as ragging often leads to cable tension/damage).
Standards & Compliance
- Hydraulic Institute (HI) 1.1-1.2 & 1.3: Governing standards for centrifugal pump nomenclature and design.
- HI 9.6.1: NPSH Margin. Critical to prevent cavitation-induced roughness that catches rags.
- AWWA C500 series: Relevant for check valves, which must also be “clog-resistant” (e.g., swing checks with external levers vs. wafer checks).
- NEC Article 430: Motors and motor circuits. Ensure proper sizing of disconnects and overloads for the potential high-torque events of chopping pumps.
FAQ Section
What is “ragging” in centrifugal pumps?
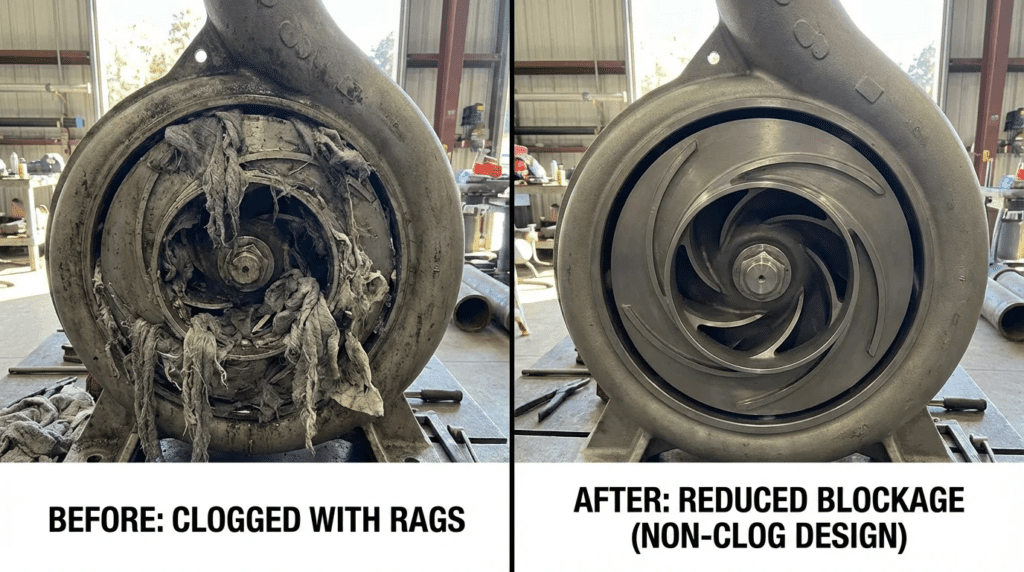
Ragging refers to the accumulation of fibrous materials (wipes, hair, rags, string) on the leading edges of pump impellers or within the volute. These fibers entangle and wrap around the impeller, forming “ropes” or “balls.” This accumulation reduces the cross-sectional area for flow, decreases hydraulic efficiency, increases vibration, and eventually causes the pump to bind or the motor to trip on overload.
What is the difference between a chopper pump and a grinder pump?
A grinder pump is typically a small, low-flow pump (usually <50 GPM) used in residential pressure sewer systems. It macerates solids into a fine slurry using a high-speed cutting mechanism before the fluid enters the impeller. A chopper pump is a larger industrial/municipal pump (up to several thousand GPM) that uses a sharpened impeller and cutter bar to slice solids. Chopper pumps are designed for higher flows and general lift station duty, whereas grinders are for point-of-source applications.
Do variable frequency drives (VFDs) reduce clogging?
VFDs can reduce clogging if programmed with “deragging” or “pump cleaning” algorithms. These logic cycles detect torque spikes (indicating a potential clog) and reverse the pump direction to unravel the fibers. However, simply using a VFD to slow a pump down to save energy can increase clogging if the velocity drops below the scouring threshold (typically 2-3 ft/s), allowing solids to settle and mat.
Why do “non-clog” pumps still clog?
The term “non-clog” is an industry classification (typically referring to the ability to pass a sphere of a certain size, like 3 inches) rather than a guarantee. Traditional enclosed non-clog impellers were designed for organic solids and feces, not the high-tensile strength synthetic fibers found in modern “flushable” wipes. These fibers staple onto the leading edges of vanes where a spherical solid would simply pass through.
How often should chopper pumps be maintained?
Chopper pumps generally require an inspection of the cutting clearances every 6-12 months, depending on the grit load. If the clearance between the impeller and the cutter bar/plate widens (typically beyond 0.020-0.030 inches), the cutting action degrades, and ragging may occur. In high-sand environments, cutter components may need replacement every 2-3 years.
What is the cost difference between a standard pump and a chopper pump?
A chopper pump typically costs 1.5 to 2.5 times more than a standard cast-iron non-clog pump of the same hydraulic duty. This is due to the hardened materials (high-chrome iron), precision machining of cutting faces, and more robust mechanical seals. However, the Return on Investment (ROI) is often less than 2 years if the standard pump requires monthly vacuum truck cleaning or manual de-ragging.
Conclusion
Key Takeaways
- Redefine “Non-Clog”: Sphere-passing capability is no longer the defining metric. Look for backswept leading edges, relief grooves, or active cutting mechanisms.
- Velocity is Critical: Do not operate pumps below minimum scouring velocities (approx. 2-3 ft/s) via VFDs. Low velocity encourages rag ball formation in the suction.
- Material Matters: For cutting/chopping applications, specify heat-treated components (HRC 55+) to withstand the abrasion-corrosion cycle.
- Smart Controls: Utilize VFDs with power-based monitoring and auto-reverse logic to clear incipient clogs before they bind the pump.
- Correct Sizing: Avoid massive oversizing. A pump operating far to the left of BEP generates recirculation eddies that weave rags into ropes.
Addressing Centrifugal Pumps Clogging and Ragging: How to Reduce Blockages requires a departure from traditional “clean water” hydraulic thinking. Engineers must view the pump not just as a machine for moving liquid, but as a solids-processing device. The “flushable” wipe epidemic has permanently altered the physics of wastewater transport, necessitating a shift toward specialized hydraulics and hardened materials.
Successful specifications balance the trade-offs between hydraulic efficiency and operational reliability. While a chopper pump may consume slightly more electricity than a standard enclosed impeller pump, the elimination of weekly maintenance call-outs and the reduction of safety risks for operators provide an overwhelming advantage in Total Cost of Ownership. By integrating robust site design, appropriate material selection, and intelligent control strategies, engineers can design lift stations that remain reliable even in the face of modern waste streams.