Golden Harvest vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications
Introduction
In the transition from traditional cast iron sluice gates to modern fabricated stainless steel and aluminum slide gates, municipal engineers often find themselves evaluating two dominant North American manufacturers. The analysis of Golden Harvest vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications is a critical exercise for any design engineer or utility director tasked with flow control reliability. The “C” in this context typically refers to the rigorous adherence to AWWA C-Standards (specifically C561 and C562), which dictate the leakage, structural integrity, and design life of these assets.
A surprising trend in the water and wastewater industry is the high rate of specification mismatch where engineers copy-paste legacy cast iron specifications (AWWA C560) for projects intended to use modern fabricated gates. This often results in change orders, installation conflicts, or the selection of equipment that fails to meet the specific hydraulic sealing requirements of the site. With the fabricated gate market largely bifurcated between these two major Original Equipment Manufacturers (OEMs)—Golden Harvest, based in California, and Whipps, based in Massachusetts—understanding their distinct engineering philosophies, sealing mechanisms, and fabrication capabilities is essential.
This article provides a strictly technical comparison for engineers and operators. We will bypass marketing claims to focus on the hydro-mechanical realities: leakage rates under unseating head, stem thread geometry, seal material longevity, and the structural nuances that differentiate these manufacturers in real-world applications. By the end of this guide, specifiers will have a clear framework for selecting the appropriate gate technology for their specific hydraulic profile.
How to Select / Specify
Selecting between fabricated gate manufacturers requires a granular understanding of the application’s constraints. The phrase “Golden Harvest vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications” implies a comparative analysis, but the selection often comes down to how well a manufacturer’s standard design accommodates the specific duty condition without requiring expensive custom modifications.
Duty Conditions & Operating Envelope
The primary driver for gate selection is the relationship between the gate slide and the water pressure. Engineers must explicitly define:
- Seating vs. Unseating Head: Seating head pushes the slide against the frame, naturally aiding the seal. Unseating head pushes the slide away from the frame, relying entirely on the wedge system or seal design to prevent leakage. Fabricated gates (unlike cast iron) have different pressure ratings for seating and unseating.
- Flow Direction: Is the channel flow uni-directional or bi-directional? A gate designed for 20 feet of seating head may only be rated for 10 feet of unseating head unless specified otherwise.
- Modulating vs. Isolation: Is the gate used for flow control (throttling) or strictly open/close service? Throttling creates vibration and cavitation risks that require reinforced slides and robust stem guides.
Materials & Compatibility
Both manufacturers operate extensively with Stainless Steel (304L and 316L) and Aluminum. The choice dictates the corrosion lifecycle:
- SS316L: The standard for municipal wastewater, particularly in headworks where H2S is present. It offers superior resistance to pitting corrosion compared to 304L.
- Aluminum (6061-T6): Frequently used in clean water applications or less corrosive effluent channels due to lower weight and cost. However, galvanic corrosion is a major risk if paired with stainless steel embedded guides without isolation.
- Seal Materials: The industry has moved toward Ultra-High Molecular Weight Polyethylene (UHMWPE) due to its low coefficient of friction (0.10-0.22) and high abrasion resistance. EPDM is used for resilience but degrades faster in high-UV or hydrocarbon environments.
Hydraulics & Process Performance
The gate is a hydraulic singularity that introduces head loss. Specification must consider:
- Clear Opening vs. Frame Opening: Fabricated gates often have bulky frames. Ensure the hydraulic clear opening matches the channel width to prevent flow constriction and head loss.
- Overflow Weirs: For downward opening weir gates, the accuracy of the weir crest level control is vital. Check the manufacturer’s ability to provide precise modulation (typically requiring finer thread pitches on the stem).
Installation Environment & Constructability
The interface between the civil structure and the mechanical gate is the most common point of failure. Design considerations include:
- Wall Thimble vs. Anchor Bolt: Wall thimbles ensure a square, plumb mounting surface but require coordination during the concrete pour. Anchor bolt mounting (surface mount) is common for retrofits but requires the concrete wall to be flat within 1/16″ to 1/8″ to ensure the seal works.
- Grouting: Non-shrink grout is mandatory between the frame and the wall for surface-mounted gates to prevent “behind-the-frame” leakage.
- Stem Guides: Long stems require guides (brackets) every 8-10 feet (L/r ratio calculations) to prevent buckling under compressive loads during closing.
Reliability, Redundancy & Failure Modes
When analyzing Golden Harvest vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications, reliability often hinges on the sealing system design:
- Self-Adjusting Seals: Some designs (popularized by Whipps) utilize a seal geometry that energizes under pressure, reducing the need for field wedge adjustment.
- Wedge Systems: Traditional designs (often used by Golden Harvest) use adjustable wedges to force the slide against the seal. These are robust but require precise alignment during installation and periodic adjustment.
- Failure Modes: The most common failure is not structural but functional—leakage exceeding limits due to seal wear or debris entrapment. Stem nut wear is the second most common failure, usually due to lack of lubrication.
Controls & Automation Interfaces
- Actuator Sizing: Sizing must account for “breakaway torque,” which includes seal friction, hydrostatic load, and weight of the slide/stem. A safety factor of 1.5 is recommended.
- Over-Torque Protection: Electric actuators must have torque switches to prevent bending the stem if the gate hits an obstruction (like a log) while closing.
- Position Feedback: For modulating weir gates, 4-20mA position transmitters are required. The mechanical linkage for these must be robust to avoid hysteresis.
Maintainability, Safety & Access
- Stem Lubrication: Are the grease zerks accessible? For submerged stems, are automatic lubricators provided?
- Seal Replacement: Can seals be replaced without removing the gate from the channel (in-situ)? This is a massive OPEX differentiator. Some designs allow top-seal replacement; others require full gate removal.
Lifecycle Cost Drivers
While the initial CAPEX difference between manufacturers might be 5-10%, the OPEX variance is significant. A gate that leaks 2 GPM in a treatment process requires that 2 GPM to be re-pumped and re-treated essentially forever. Over 20 years, the energy cost of re-pumping leakage often exceeds the cost of the gate.
Comparison Tables
The following tables provide an objective engineering comparison of the two primary manufacturers and a matrix for application suitability. These are based on typical equipment specifications and observed field performance, not marketing literature.
| Feature / Attribute | Golden Harvest (Typical Configuration) | Whipps (Typical Configuration) |
|---|---|---|
| Primary Construction Standards | AWWA C561 (SS Slide), C562 (Alum), C513 (Open Channel). Known for robust structural members. | AWWA C561 (SS Slide), C562 (Alum). Heavy focus on Series 900 (SS) and Series 400 (Alum). |
| Sealing Philosophy | Often utilizes adjustable wedge systems to compress seals. Offers versatility in seal types (J-bulb, P-seals) depending on head requirements. | Pioneered/Popularized “self-adjusting” seal technology (using line pressure to assist seal). Minimizes the need for field wedge adjustments. |
| Material Strengths | Strong reputation for custom, heavy-duty fabrication. Extensive experience with large-scale aluminum control gates. | Market leader in fabricated stainless steel gates. Often viewed as the standard for removing cast iron from specs. |
| Maintenance Profile | Wedge systems may require periodic adjustment to maintain leakage rates. Seals are generally replaceable. | Lower adjustment requirements due to seal geometry. Seals are designed for longevity but specific procedures needed for replacement. |
| Typical Leakage Performance | Meets or exceeds AWWA C561 (0.1 gpm/ft perimeter). Performance relies on proper installation/wedging. | Consistently low leakage rates, often outperforming AWWA C561 specs due to seal interference design. |
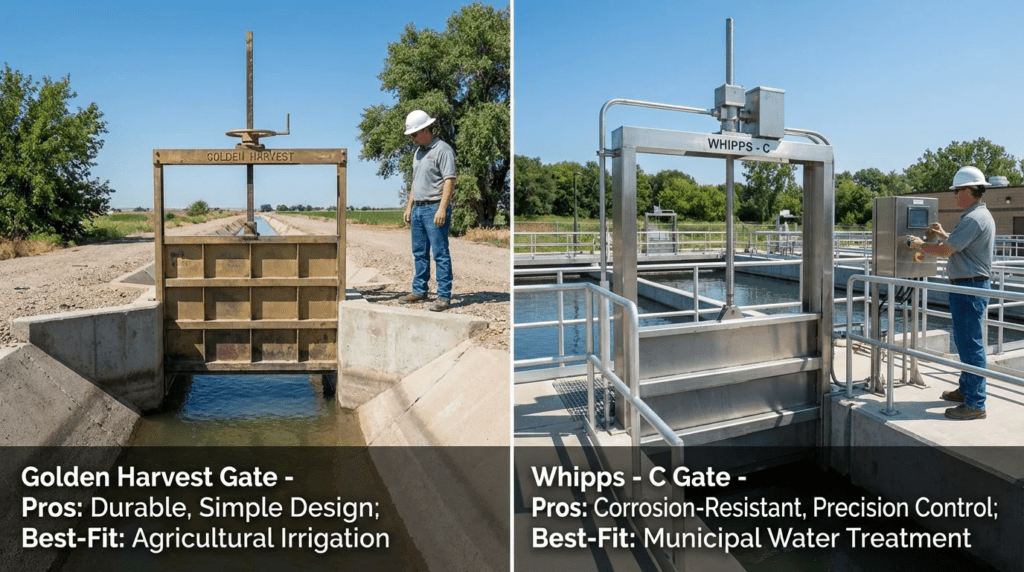
| Best-Fit Application | Large custom canal gates, complex aluminum structures, high-head applications requiring massive structural builds. | Standard municipal treatment plant slide gates, channel gates, and weir gates where low maintenance is priority. |
| Application Scenario | Service Constraints | Best Fit Tech / Config | Critical Specification Note |
|---|---|---|---|
| Headworks Isolation | High grit, debris, potential H2S, continuous operation. | SS316L Slide Gate, Flush Bottom Seal. | Specify flush bottom to prevent grit accumulation in the invert which prevents full closure. |
| Aeration Basin Flow Control | Modulating service, low head, clean water. | Downward Opening Weir Gate (SS or Alum). | Require dual stems if gate width > 60″ to prevent racking/binding during modulation. |
| UV Channel Isolation | Strict leakage requirements (to keep bulbs submerged or dry). | Fabricated SS Slide Gate with 4-sided seal. | Specify leakage rate at 50% of AWWA allowable (0.05 gpm/ft) for critical isolation. |
| Stormwater / Flood Control | Large format, intermittent use, potential unseating head. | Heavy Duty Aluminum or SS Slide Gate. | Verify structural calculations for maximum flood elevation; ensure unseating head rating matches peak surge. |
| Decanter / SBR | Moving water surface, variable pressure. | Telescoping Valve or Weir Gate. | Ensure seal system works effectively at low head differentials. |
Engineer & Operator Field Notes
Commissioning & Acceptance Testing (FAT/SAT)
Acceptance testing for fabricated gates is frequently overlooked, leading to disputes later. The Factory Acceptance Test (FAT) should ideally confirm dimensional accuracy, but the Site Acceptance Test (SAT) is where performance is validated.
- Feeler Gauge Test: Before water is introduced, a 0.004-inch feeler gauge should not pass between the seating surfaces (slide and frame) when the gate is closed (wedged). This confirms mechanical alignment.
- Leakage Testing: The gold standard is a hydrostatic test. Fill the channel to maximum operating head. Measure leakage using a graduated container and stopwatch. Calculate GPM and compare against the perimeter length limit (e.g., 0.1 GPM per foot of seating perimeter).
- Operational Torque Test: Measure the amperage draw on electric actuators during a full open/close cycle. If the draw exceeds the motor nameplate (or 80% of rated load), the gate may be binding, or the stem guides are misaligned.
Common Specification Mistakes
Do not specify “Bronze mounting faces” or “Cast Iron frames” for fabricated gates. Fabricated gates use UHMWPE seals against stainless steel surfaces. This copy-paste error creates conflicting requirements that result in confusing RFI (Request for Information) cycles during bidding.
- Ignoring Unseating Head: Engineers often specify the maximum water depth as the design head. However, if the channel can be emptied on the frame side while full on the other, the gate experiences unseating head. Fabricated gates are generally weaker in unseating conditions than seating. This must be explicitly stated.
- Stem Material Mismatch: Specifying SS304 stems for SS316 gates is a false economy. The stem is the most stressed component; use SS316 or 17-4 PH stainless steel for higher strength.
O&M Burden & Strategy
For operators, the primary interaction with these gates involves the stem and the seals.
- Stem Thread Cleaning: Exposed stems in outdoor environments accumulate dust and grit. This grit acts as a grinding paste on the bronze lift nut. Annual cleaning and re-greasing are mandatory.
- Seal Inspection: UHMWPE seals are durable but can be cut by debris. During channel dewatering, inspect seals for gouges. Small gouges cause disproportionate leakage.
- Exercising: Gates that remain static for years will seize. A quarterly exercise program (move the gate 10% of travel) keeps the threads clear and the seals compliant.
Troubleshooting Guide
Symptom: Gate is binding or jumping during travel.
Root Cause: Often stem guide misalignment. If the stem bows, it rubs against the guide. Loosen guides, cycle the gate to let the stem find its natural center, then re-tighten.
Symptom: Leakage at the bottom corners.
Root Cause: Debris in the flush bottom seal or insufficient wedging force. Flush the invert. If clean, adjust the bottom wedges (if equipped) to increase compression.
Design Details / Calculations
Sizing Logic & Methodology
When engineering a gate installation, sizing starts with the hydraulic profile.
Equation for Operating Force (Thrust):F = F_friction + W_slide + F_seal
Where:F_friction = Hydrostatic Load (lbs) × Coefficient of Friction (μ)W_slide = Weight of the slide assembly (lbs)F_seal = Drag force from side seals
Note: For UHMWPE on Stainless Steel, use μ = 0.2. For startup (breakaway), use μ = 0.35 to be safe.
The Actuator must be sized to deliver this Thrust (F) with a safety factor (typically 1.25 to 1.5).
Specification Checklist
To ensure a fair comparison in a “Golden Harvest vs Whipps – C for Gates” context, your specification must be tight. Ensure these items are present:
- Reference Standard: Clearly state “Gates shall be fabricated stainless steel in accordance with AWWA C561.”
- Leakage Limit: “Leakage shall not exceed 0.1 U.S. GPM per foot of seating perimeter under design head conditions.”
- Seal Material: “Seals shall be Ultra-High Molecular Weight Polyethylene (UHMWPE), self-adjusting type.”
- Wall Thickness: Specify minimum slide plate thickness (e.g., 1/4″ or 3/8″). Do not leave this to the manufacturer, or you will get the thinnest plate that mathematically survives, resulting in a “wobbly” gate.
- Welding: “All welds shall be passivated to remove heat tint and restore corrosion resistance.”
Standards & Compliance
- AWWA C561: Fabricated Stainless Steel Slide Gates. Covers design factors, allowable stresses, and leakage.
- AWWA C562: Fabricated Aluminum Slide Gates. Similar to C561 but addresses aluminum’s modulus of elasticity and corrosion issues.
- NSF 61: If the gate is used in Potable Water applications, all wetted materials (including lubricants) must be NSF 61 certified.
Frequently Asked Questions
What is the key difference between Golden Harvest and Whipps gates?
While both manufacturers comply with AWWA C561, the key difference often lies in the sealing technology and fabrication focus. Whipps is renowned for its specific seal design that utilizes line pressure to assist sealing, minimizing field adjustments. Golden Harvest is often favored for heavy, custom fabrication and large-scale aluminum or stainless structures where complex, non-standard geometry is required. Both are considered “top tier” in US municipal specs.
What does “C for Gates” typically refer to in specifications?
In the context of Golden Harvest vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications, “C” almost certainly refers to the AWWA C-Series Standards. Specifically, AWWA C561 (Stainless Steel) and AWWA C562 (Aluminum). These standards replaced the older cast iron (C560) mindset, defining leakage rates, safety factors, and testing protocols for modern fabricated gates.
Why specify fabricated gates over cast iron?
Fabricated gates (Stainless/Aluminum) are lighter, easier to install, and more corrosion-resistant than Cast Iron (CI). CI gates are extremely heavy, brittle, and susceptible to graphitic corrosion over time. Furthermore, fabricated gates can be custom-sized to the inch, whereas CI gates require standard mold sizes. The industry has largely shifted to fabricated gates for these reasons.
What is the difference between Seating and Unseating head?
Seating head occurs when the water pressure pushes the gate slide against the frame and wall, compressing the seals. Unseating head pushes the slide away from the frame. Fabricated gates are naturally stronger in seating. Unseating applications require sophisticated wedge systems or stiffer slide designs to prevent the gate from bowing and leaking. Always specify the maximum head in both directions.
How much leakage is acceptable for a slide gate?
Per AWWA C561, the standard allowable leakage is 0.1 US gallons per minute per foot of seating perimeter. For example, a 4×4 foot gate has a perimeter of 16 feet. 16 ft x 0.1 GPM/ft = 1.6 GPM allowable leakage. Many manufacturers, including Golden Harvest and Whipps, can achieve 0.05 GPM/ft (half the standard) if specified as a “low leakage” requirement.
How often do UHMWPE seals need to be replaced?
UHMWPE seals are extremely durable. In typical wastewater applications without excessive grit, they can last 15-20 years. Failure usually occurs due to damage (debris cuts) rather than wear. Unlike rubber J-bulbs which may dry rot or take a compression set, UHMWPE retains its shape and lubricity for decades.
Can these gates be used for flow throttling?
Yes, but they must be designed for it. Throttling creates high-velocity turbulence across the bottom of the slide, which can cause vibration. If a gate is intended for flow control (not just open/close isolation), the specification must state “Modulating Service.” The manufacturer will likely reinforce the slide and use a finer thread pitch on the stem to prevent the gate from “creeping” due to flow vibration.
Conclusion
Key Takeaways
- Standard Compliance: Ensure your spec references AWWA C561 (Stainless) or C562 (Aluminum). Do not mix Cast Iron specs with fabricated gate requirements.
- Sealing is King: The choice between manufacturers often comes down to sealing preference. Whipps is noted for self-adjusting seals; Golden Harvest offers robust wedge/seal configurations.
- Leakage Costs Money: A gate that leaks is a pump that never stops. Validate leakage limits (0.1 GPM/ft) during Site Acceptance Testing.
- Define Pressure Direction: Explicitly calculate Seating vs. Unseating head. This is the single biggest cause of structural failure in fabricated gates.
- Installation Tolerance: Fabricated gates are flexible. If the concrete wall isn’t flat (1/16″ per foot), the gate will twist and leak. Use grout and proper anchor patterns.
The analysis of Golden Harvest vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications reveals that both manufacturers produce high-quality, specification-grade equipment capable of serving municipal facilities for decades. The decision often moves beyond a simple “better/worse” dichotomy and settles into application fit.
For standard municipal wastewater treatment plants, particularly in headworks and channel isolation where stainless steel slide gates are replacing cast iron, both OEMs offer comparable performance, with Whipps often holding a slight edge in standard seal maintainability. For complex, large-scale custom infrastructure, such as massive flood control gates or intricate aluminum weir structures, Golden Harvest’s fabrication pedigree shines.
Ultimately, the success of the installation relies less on the brand name and more on the engineer’s ability to accurately define the hydraulic envelope—specifically unseating head pressures and mounting interface tolerances. By enforcing strict AWWA C561 compliance and demanding rigorous field leakage testing, utilities can ensure that either choice delivers the necessary flow control reliability.