Submersible Seal Failures: Causes
Introduction
For municipal and industrial engineers, few events are as frustrating—or as costly—as the premature loss of a critical lift station pump. While the symptom is often a grounded motor or a tripped breaker, the root cause frequently lies in the failure of the mechanical seal system. Industry reliability data suggests that mechanical seal issues account for between 40% and 70% of all unplanned submersible pump downtime. Yet, despite these high stakes, the specific mechanisms driving Submersible Seal Failures: Causes are often misunderstood during the specification and procurement phases.
In water and wastewater applications, the submersible pump seal acts as the primary barrier between the process fluid—often laden with grit, rags, and corrosives—and the sterile, dry environment required by the electric motor stator. When this barrier is breached, the clock starts ticking on a catastrophic motor failure. Many engineers view seals as commodity components, relying on standard manufacturer defaults. However, ignoring the specific tribological and mechanical requirements of the application frequently leads to repetitive failure cycles.
This article provides a deep technical dive into Submersible Seal Failures: Causes, prevention strategies, and specification best practices. It is written for design engineers, plant superintendents, and reliability professionals who require actionable, specification-grade information to improve asset lifecycle value. By understanding the physics of seal operation, the impact of hydraulic selection on shaft stability, and the nuances of material science, engineers can transform their pump specifications from generic documents into robust reliability tools.
How to Select and Specify for Reliability
Preventing seal failure begins long before the pump is installed. It starts at the engineering desk during the specification phase. A robust specification does not merely ask for a “mechanical seal”; it defines the operational envelope and material constraints necessary to survive the specific application. The following criteria are essential for mitigating Submersible Seal Failures: Causes through proper design.
Duty Conditions & Operating Envelope
The operating envelope defines the stresses the seal faces will endure. Unlike dry-pit pumps, submersibles rely on the surrounding fluid or an oil chamber for cooling. Engineers must evaluate:
- Pressure Differentials: In deep lift stations or high-head applications, the hydrostatic pressure on the seal faces changes significantly from “off” to “on” states. Standard seals are often rated for 10-15 bar (145-217 psi), but surge pressures can exceed this, forcing the faces open or crushing the lubricating film.
- Temperature Gradients: Industrial wastewater often varies in temperature. A rapid influx of hot CIP (Clean-in-Place) fluid into a cold sump creates thermal shock. If the seal face materials have different coefficients of thermal expansion, this can lead to face distortion and leakage.
- Solid Content & Particle Size: The specific gravity and abrasiveness of the fluid dictate the face material. Grit, sand, and metal fines can embed in softer face materials (like carbon), turning the seal into a grinding wheel.
Materials & Compatibility
Material selection is the single most controllable variable in preventing Submersible Seal Failures: Causes related to abrasion and chemistry. The specification must explicitly state materials for the primary (lower) and secondary (upper) seals.
Face Materials:
- Carbon-Graphite: Excellent self-lubricating properties but poor abrasion resistance. Generally unsuitable for the lower seal in raw wastewater but excellent for the upper seal (oil bath side).
- Ceramic: Hard but brittle. Vulnerable to thermal shock. Rarely specified in modern high-reliability submersibles.
- Silicon Carbide (SiC): The industry standard for wastewater. It offers extreme hardness and excellent thermal conductivity. However, it can be brittle under impact. Reaction-bonded SiC generally performs better than Sintered SiC in terms of lubrication retention.
- Tungsten Carbide (TC): Extremely tough and more resistant to mechanical shock than SiC. It is preferred in applications with high vibration or heavy solids loading where impact damage is a risk.
Elastomers (O-Rings/Bellows):
The chemical composition of the wastewater dictates the elastomer selection.
- Nitrile (Buna-N): Standard for municipal sewage. Good oil resistance, moderate temperature range.
- Viton® (FKM): Required for industrial effluents containing hydrocarbons, acids, or high temperatures.
- EPDM: Excellent for hot water and ozone but incompatible with oils and greases.
Hydraulics & Process Performance
Seal life is intrinsically linked to pump hydraulics. A pump operating far to the left or right of its Best Efficiency Point (BEP) generates significant radial forces.
- Shaft Deflection: High radial loads cause the shaft to deflect (bend) slightly with every rotation. This deflection forces the seal faces to wobble, compromising the fluid film and leading to uneven wear or face opening (leakage). Specifications should limit shaft deflection at the seal face to less than 0.002 inches (0.05 mm) under worst-case operating conditions.
- Cavitation: Cavitation creates high-frequency vibration and shock waves that can fracture brittle seal faces (like ceramic or SiC) and fatigue bellows/springs.
Engineering Note: Specifying a pump with a broad preferred operating region (POR) is a direct defense against seal failure. Pumps forced to operate at minimum flow often experience temperature spikes in the volute, leading to fluid vaporization at the seal face—a condition known as “running dry” even when submerged.
Installation Environment & Constructability
The physical installation impacts seal longevity. In submersible applications, the orientation and seating of the pump on the discharge base elbow (guide rail system) are critical.
- Vibration Transmission: Poorly grouted base elbows or misaligned guide rails transmit vibration back through the pump housing. This vibration destabilizes the mechanical seal spring compression, leading to face chatter and leakage.
- Cable Entry: While not the mechanical seal itself, the cable entry is a parallel leakage path. Specifications must require separate sealing grommets and strain relief to prevent capillary action (wicking) of water down the cable into the motor housing.
Reliability, Redundancy & Failure Modes
Engineers should specify dual mechanical seal arrangements for any critical submersible application.
- Tandem Arrangement: Two seals mounted in the same direction. The lower seal handles the process fluid; the upper seal operates in a clean oil buffer fluid. This provides a controlled environment for the upper seal, which protects the motor if the lower seal fails.
- Double (Back-to-Back) Arrangement: Rare in standard sewage pumps but used in hazardous slurry applications. Requires a pressurized barrier fluid system, which complicates submersible installation.
Controls & Automation Interfaces
Modern seal protection relies on sensors. A specification is incomplete without defining the monitoring interface.
- Moisture Detection Probes: Resistive probes located in the oil chamber (between seals) or the motor housing (stator cavity).
- Logic: The control system must distinguish between a “Warning” (water in oil chamber—schedule maintenance) and a “Fault” (water in stator—immediate trip).
Maintainability, Safety & Access
Maintenance teams must be able to replace seals without special proprietary tools where possible. Cartridge seals, while more expensive, reduce installation errors by pre-setting the spring compression. However, most submersible wastewater pumps utilize component seals due to space constraints. Ensure the spec requires a design that allows seal replacement without a full motor rewind or cable removal.
Lifecycle Cost Drivers
Cheaper pumps often utilize single mechanical seals or lower-grade face materials. While the CAPEX is lower, the lifecycle cost is significantly higher due to:
- Frequency of pull-and-service events.
- Cost of stator rewinds caused by seal breaches.
- Energy penalties from operating with degraded seals (increased friction) or clogged wear plates.
A Total Cost of Ownership (TCO) analysis will typically justify the premium for Tungsten/Tungsten lower seals and comprehensive monitoring relays.
Comparison Tables: Material Selection and Application Fit
The following tables provide engineers with objective data for specifying seal materials and identifying the correct seal configuration for various wastewater applications. Use these tables to validate manufacturer submittals against your design requirements.
| Material Combination (Rotating / Stationary) | Abrasion Resistance | Thermal Shock Resistance | Dry Run Tolerance | Typical Application |
|---|---|---|---|---|
| Carbon / Ceramic | Low | Low | High | Clean water, residential sumps, light duty. Avoid in municipal sewage. |
| Carbon / Silicon Carbide | Moderate | High | High | Upper seal (oil bath side) in municipal pumps. Good lubricity. |
| Silicon Carbide / Silicon Carbide | Very High | High | Low | Industry standard for Lower Seal (process side) in raw sewage. Excellent hardness/heat dissipation. |
| Tungsten Carbide / Tungsten Carbide | Extreme | Very High | Low | Grit chambers, influent pump stations, storm water. Best mechanical shock resistance. |
| Application Scenario | Recommended Seal Config | Key Constraints | Required Monitoring | Relative Cost |
|---|---|---|---|---|
| Raw Sewage Lift Station | Tandem Seals Lower: SiC/SiC Upper: Carbon/SiC |
Hair/Rag wrapping causing shaft vibration. | Oil chamber moisture probe (leak detection). | Medium |
| Grit Chamber / Slurry | Tandem Seals Lower: TC/TC Upper: Carbon/TC |
High abrasion; high impact potential from rocks. | Oil chamber probe + Stator housing float switch. | High |
| Storm Water | Tandem Seals Lower: TC/TC Upper: Carbon/SiC |
Intermittent operation; potential for dry running (snoring). | Motor thermal protection critical. | Medium-High |
| Effluent / Re-use Water | Single or Tandem SiC/SiC |
Chemical compatibility (Chlorine/UV residuals). | Standard moisture detection. | Low-Medium |
Engineer & Operator Field Notes
Specifications set the stage, but operational reality determines the lifespan of the equipment. The following sections highlight practical insights regarding Submersible Seal Failures: Causes gathered from field service reports and forensic engineering analysis.
Commissioning & Acceptance Testing
The first few minutes of a submersible pump’s life are critical. Seal faces are precision-lapped to within light bands of flatness. Improper commissioning can destroy this finish instantly.
- Rotation Check: This is the most common cause of immediate seal failure. If a pump is bumped for rotation while dry (not submerged), the heat generation at the seal faces is instantaneous. Without fluid for cooling and lubrication, the elastomer bellows can fuse to the shaft, or the faces can crack due to thermal shock. Pro Tip: Only bump rotation when the pump is submerged or if the manufacturer explicitly states the seal oil chamber provides sufficient temporary lubrication.
- Megger & Resistance Testing: Before installation, baseline insulation resistance values must be recorded. Additionally, test the moisture sensor circuit. A “healthy” reading usually shows infinite resistance (open circuit). A low resistance reading before installation indicates moisture in the oil housing from the factory or a damaged cable.
Submersible pumps are shipped with oil in the seal chamber, but transport can cause leakage if vent plugs are loose. Commissioning engineers must verify oil levels before energizing. Running a seal chamber with low oil creates an air pocket at the upper seal, leading to overheating and failure of the motor-side barrier.
Common Specification Mistakes
Engineers often unintentionally undermine seal reliability through vague language in RFP documents.
- “Manufacturer’s Standard Materials”: This phrase is dangerous. For a pump manufacturer, “standard” is often cost-optimized (e.g., Carbon/Ceramic). In a lift station with high grit loads, this ensures premature failure. Always specify “Sintered Silicon Carbide or Tungsten Carbide” for the lower seal.
- Overlooking Cable Protection: A major contributor to seal system failure is actually cable damage. If the cable jacket is nicked, water travels down the conductors into the terminal board area, bypassing the mechanical seals entirely. Specifications should require heavy-duty jacketed cable (e.g., SOOW or W-grade) and stainless steel strain relief cord grips.
O&M Burden & Strategy
Maintenance strategies for submersibles differ from dry-pit pumps because the seal is inaccessible during operation.
- Oil Analysis: The oil in the seal chamber is a diagnostic fluid. During annual PMs, a sample should be drawn.
- Milky/Emulsified Oil: Indicates water intrusion past the lower seal. The seal is failing but the motor is safe. Plan for repair.
- Clear Oil: Seal integrity is good.
- Burnt Smell: Indicates high heat, likely from run-dry conditions or bearing friction.
- Sensor Trending: Modern pump protection relays can output the exact resistance value of the leakage sensor. Trending this value via SCADA allows operators to see a seal failure developing weeks before a trip occurs. A gradual drop in resistance indicates slow water intrusion; a step-change indicates a catastrophic face failure.
Troubleshooting Guide
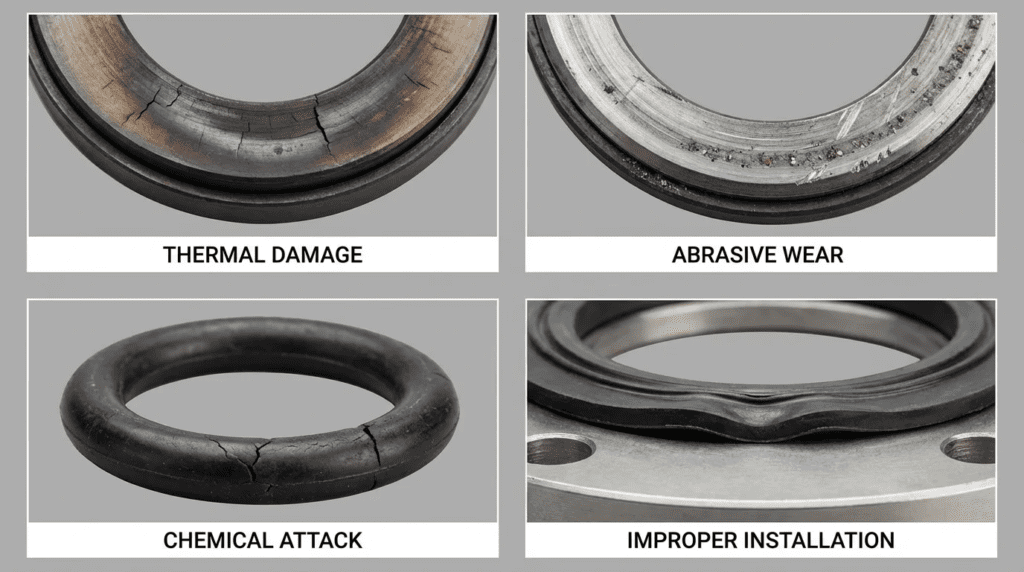
When investigating Submersible Seal Failures: Causes, the failed parts tell a story. Do not simply discard the old seal during repair.
- Symptom: Faces show radial cracks (Heat Checking).
Root Cause: Dry running or vaporization of the fluid film. The pump was likely snoring (pumping air/water mix) or the seal chamber oil level was low. - Symptom: Deep concentric grooves on faces.
Root Cause: Abrasive wear. The fluid contained particles larger than the fluid film thickness, or the face materials were too soft (e.g., Carbon). - Symptom: Uneven wear pattern (elliptical wear).
Root Cause: Shaft deflection or misalignment. Check the impeller balance, bearings, and operating point on the curve (bad hydraulics). - Symptom: Bellows or O-rings swollen or blistered.
Root Cause: Chemical incompatibility. The elastomer was attacked by the process fluid (e.g., hydrocarbons in a municipal line).
Design Details and Calculation Logic
While utility engineers rarely design the mechanical seal itself, they must calculate and verify the conditions under which the seal must operate. Understanding these parameters ensures that the specified equipment is capable of the service duty.
Sizing Logic & Methodology
The “PV Value” (Pressure × Velocity) is a critical parameter in seal design, representing the heat generation potential at the faces. While manufacturers perform the detailed PV calculation, engineers should understand the inputs to verify suitability.
Heat Generation Logic:
Heat Generation (Q) $propto$ Friction Coefficient (μ) × Face Pressure (P) × Sliding Velocity (V) × Area (A).
In submersible applications, the challenge is heat dissipation. Unlike dry-pit pumps with external flush lines, submersibles rely on the convection of the oil bath and the thermal conductivity of the pump housing.
Rule of Thumb: For fluids exceeding 104°F (40°C), standard submersible motor cooling may be insufficient for seal heat removal. In these cases, engineers must specify high-temperature seal elastomers (Viton) and potentially F-class or H-class motor insulation systems to tolerate the higher ambient heat.
Specification Checklist
To prevent Submersible Seal Failures: Causes, ensure your specification document includes the following mandatory items:
- [ ] Construction: Dual mechanical seals in tandem arrangement.
- [ ] Isolation: Seals must be isolated by an oil-filled chamber.
- [ ] Lower Seal Material: Solid Silicon Carbide on Silicon Carbide (or Tungsten Carbide for grit service).
- [ ] Upper Seal Material: Carbon on Silicon Carbide (or Tungsten Carbide).
- [ ] Metal Parts: 316 Stainless Steel springs and cages (304 SS is prone to chloride stress corrosion cracking in some wastewaters).
- [ ] Monitoring: Conductive moisture detection probe installed in the oil chamber.
- [ ] Cable Entry: Epoxy potting or compressed grommet sealing system to prevent capillary leakage.
Standards & Compliance
Adherence to recognized standards protects the engineer from liability and ensures quality.
- HI 11.6 (Hydraulic Institute): Covers submersible pump tests. Specifications should require testing to HI 11.6 Acceptance Grade 1B or 2B to verify hydraulic performance, which indirectly confirms stable shaft operation for the seals.
- UL 1207: Standard for Sewage Pumps for Use in Hazardous (Classified) Locations. Essential for explosion-proof applications, as seal failure can allow flammable gases into the motor enclosure.
- NEMA MG-1: Defines motor insulation classes. Higher insulation classes (Class H) provide a larger thermal safety margin for the seals and bearings during temporary overload or cooling failure.
Frequently Asked Questions (FAQ)
What is the most common cause of Submersible Seal Failures?
The most common cause is typically dry running or insufficient lubrication. This occurs when the pump is operated below the minimum submergence level, causing the fluid film between the seal faces to vaporize. This leads to “heat checking” (cracking) of the faces. In municipal wastewater, wrapping of fibrous materials (rags) around the seal housing is another leading cause, as it restricts heat dissipation and can physically damage the seal components.
What is the difference between Silicon Carbide and Tungsten Carbide seals?
Silicon Carbide (SiC) is harder and dissipates heat better than Tungsten Carbide (TC), making it ideal for general friction reduction. However, SiC is more brittle. Tungsten Carbide is tougher and more resistant to mechanical impact and vibration. For standard sewage, SiC/SiC is preferred. for grit pumping, slurry, or applications with high potential for water hammer/vibration, TC/TC is the superior specification to prevent fracture.
How often should submersible pump seals be replaced?
In continuous municipal service, mechanical seals typically last between 3 to 7 years. However, this varies wildly based on fluid quality and operation. Best practice dictates that seals should be replaced during any major motor overhaul or if oil analysis indicates water intrusion. Many utilities proactively replace seals every 5 years as part of a preventive refurbishment program to avoid catastrophic field failures.
Why do submersible pumps require dual mechanical seals?
Dual seals provide redundancy. The lower (primary) seal is exposed to the dirty process fluid. The upper (secondary) seal operates in a clean oil bath. If the lower seal fails, the oil chamber captures the leakage, and the moisture sensor alerts the operator. The upper seal continues to protect the motor stator from moisture, allowing time for a controlled shutdown and repair rather than an immediate burnout.
How does shaft deflection affect seal life?
Shaft deflection is the bending of the pump shaft caused by radial hydraulic forces, occurring when a pump operates far from its Best Efficiency Point (BEP). If the shaft bends more than the seal faces can compensate for (typically >0.002 inches), the faces will open up on one side, allowing fluid to leak and abrasive particles to penetrate the gap. Ensuring the pump is sized correctly for the system curve is the best defense against deflection-related failure.
Conclusion
KEY TAKEAWAYS: Preventing Seal Failures
- Material Matters: Never accept “standard” materials for abrasive services. Specify SiC/SiC or TC/TC for the lower seal.
- Redundancy is Mandatory: Always specify tandem dual seals with an oil barrier and active moisture detection.
- Hydraulics Impact Mechanics: Pumps operating far off the BEP cause shaft deflection that destroys seals. Correct sizing is a reliability requirement.
- Operational Discipline: Avoid dry running. Ensure level controls (floats/transducers) prevent the pump from snoring.
- Sensor Integration: A moisture probe is useless if it isn’t connected to a control relay that triggers an alarm.
Mitigating Submersible Seal Failures: Causes requires a holistic engineering approach that transcends simple component selection. It demands a clear understanding of the interplay between hydraulic forces, tribology (friction and wear), and operational realities. For the consulting and utility engineer, the goal is to write specifications that anticipate the harsh environment of wastewater transport.
By mandating robust face materials, verifying the hydraulic operating window to minimize shaft deflection, and insisting on comprehensive monitoring systems, engineers can shift the paradigm from reactive firefighting to proactive asset management. The mechanical seal is the sentinel protecting the most expensive component of the lift station—the motor. Investing time in its proper specification and maintenance strategy is one of the highest-return activities an engineer can undertake for long-term plant reliability.