Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications
Introduction
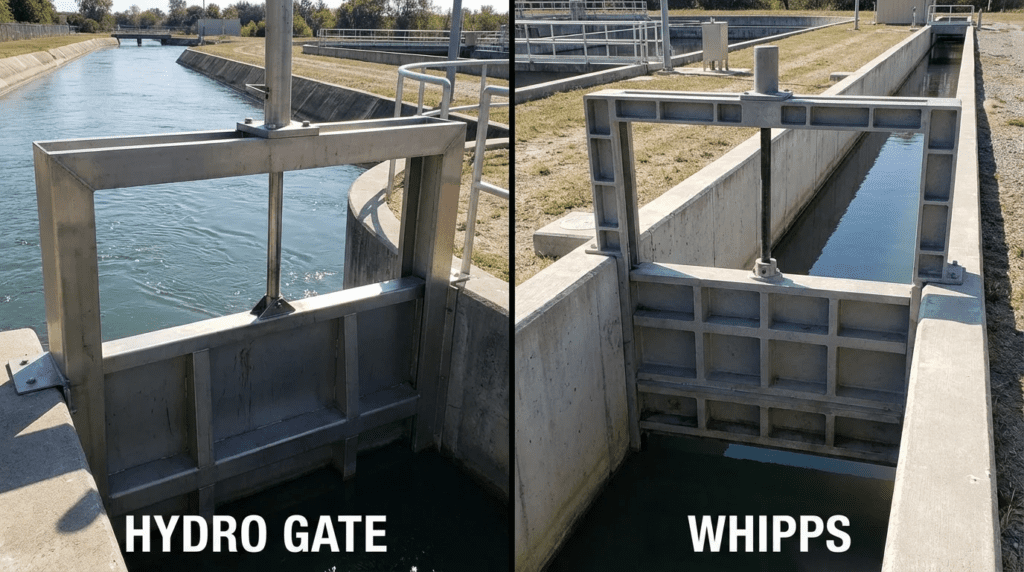
One of the most persistent debates in municipal water and wastewater treatment plant design centers on the selection of isolation and flow control gates. For decades, engineers have grappled with the choice between traditional heavy-duty cast iron sluice gates and modern fabricated stainless steel slide gates. This decision often crystallizes into a comparison of two industry stalwarts: Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications. While both manufacturers offer a range of products, Hydro Gate is frequently the archetype for AWWA C560 cast iron gates, while Whipps is the standard-bearer for AWWA C561 fabricated stainless steel gates.
The stakes in this selection are higher than many realize. A surprising number of treatment plant retrofits fail to account for the fundamental structural and interface differences between these technologies. Specifying a cast iron gate where a fabricated gate is suitable can increase structural loads and installation costs by 40-60%. Conversely, applying a light-duty fabricated gate in a high-head, severe-vibration application can lead to seal failure and catastrophic jamming within five years of operation.
These gates are the critical control points in headworks, aeration basins, clarifier isolation, and disinfection channels. A failure here is not just a maintenance nuisance; it often requires a plant shutdown or dangerous bypass pumping operations to rectify. This article moves beyond marketing literature to provide engineers, superintendents, and operators with a rigorous technical analysis. We will explore the functional differences, lifecycle implications, and specification strategies necessary to navigate the Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications landscape effectively.
How to Select / Specify
Proper specification requires moving beyond brand loyalty and understanding the fundamental engineering divergence between cast iron construction (typically associated with Hydro Gate’s legacy lines) and fabricated metal construction (typically associated with Whipps). The selection process must adhere to a hierarchy of constraints, starting with duty conditions and moving through to constructability.
Duty Conditions & Operating Envelope
The primary filter for selection is the hydraulic operating envelope. Engineers must evaluate the maximum design head (seating and unseating) and the frequency of operation.
- Head Pressure: Cast iron gates generally excel in high-head applications (excess of 20-30 feet) due to the rigidity of the casting and the mass of the gate, which resists deflection. Fabricated gates have evolved significantly, but at extreme heads, the reinforcement ribs required for a stainless steel plate can make the gate cost-prohibitive or geometrically bulky.
- Modulating vs. Isolation: For strictly open/close service, both technologies are viable. However, for modulating service (flow control), the gate must withstand vibration and cavitation. The inherent damping properties of cast iron (graphite flakes in the microstructure) absorb vibration better than fabricated steel structures, which may require specialized reinforcement to prevent resonance during throttling.
- Flow Direction: Identify if the gate faces seating head (pressure pushing the slide against the frame) or unseating head (pressure pushing the slide away). Cast iron gates with bronze wedges are historically robust in unseating conditions. Fabricated gates utilize low-friction polymer slides and self-adjusting seals (like UHMWPE) that can handle unseating head, but the deflection limits of the frame must be carefully calculated to ensure the seal remains compressed.
Materials & Compatibility
The material selection drives both the initial CAPEX and the long-term maintenance profile.
- Cast Iron (ASTM A126 Class B): This is the standard for Hydro Gate style heavy-duty gates. It offers excellent compressive strength but is susceptible to graphitic corrosion in acidic environments. In wastewater headworks with high H2S, cast iron requires robust epoxy coatings. If the coating is compromised, corrosion accelerates.
- Stainless Steel (304L/316L): The hallmark of Whipps style fabricated gates. 316L is the industry standard for wastewater due to chloride and H2S resistance. It does not require coating, eliminating a major maintenance failure point. However, engineers must be wary of galvanic corrosion if these gates are mounted to carbon steel thimbles without dielectric isolation.
- Seal Materials:
- Bronze (CI Gates): Uses bronze wedges and seat facings. Very durable but relies on precise machining and wedge adjustment. Vulnerable to dezincification in certain water chemistries.
- UHMWPE / EPDM (Fab Gates): Fabricated gates use Ultra-High Molecular Weight Polyethylene for bearing surfaces and EPDM/Neoprene for seals. These materials offer lower friction coefficients (reducing actuator size) but have lower temperature limits compared to bronze.
Hydraulics & Process Performance
Leakage rates are a critical differentiator defined by AWWA standards. Engineers must specify the allowable leakage rate based on the process criticality.
AWWA C560 (Cast Iron): The standard allowable leakage is 0.1 U.S. gpm per foot of seating perimeter. This is a robust standard but allows for some visible leakage.
AWWA C561 (Fabricated Stainless): These gates often achieve significantly tighter sealing. Many fabricated gates specify leakage rates as low as 0.05 gpm per foot of perimeter, or even “drip-tight” depending on the seal design (e.g., J-bulb seals). For applications like UV disinfection channels where water level control is vital, the tighter seal of a fabricated gate is often superior.
Installation Environment & Constructability
The physical installation environment often dictates the winner in the Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications analysis.
- Weight & Handling: Cast iron gates are heavy. A 48-inch cast iron gate may require a heavy crane and structural reinforcement of the concrete deck. A comparably sized fabricated stainless steel gate is significantly lighter (often 1/3 to 1/2 the weight). For retrofits in enclosed buildings with limited overhead clearance or crane access, fabricated gates are often the only viable option without major structural demolition.
- Mounting Interfaces: Cast iron gates traditionally mount to wall thimbles (embedded in concrete). Fabricated gates are typically designed for anchor bolt mounting directly to the concrete wall (surface mounted). If replacing an existing gate on a thimble, a new cast iron gate is a direct swap. Installing a fabricated gate on an existing thimble requires a specific adapter flange, which must be carefully detailed.
Reliability, Redundancy & Failure Modes
Failure modes differ distinctly between the two technologies:
- Cast Iron Failure: Usually gradual. Wedges wear down, leakage increases, or the stem nut strips. Catastrophic structural failure is rare unless subjected to massive water hammer.
- Fabricated Gate Failure: Can be related to seal degradation (tearing of rubber seals) or weld fatigue if vibration analysis was not performed for modulating service. However, the modular nature of seals often allows for easier field repair compared to machining bronze seats on a cast iron gate.
Controls & Automation Interfaces
The friction factor significantly impacts actuator sizing. Cast iron gates with bronze-on-bronze seating surfaces have a higher starting friction coefficient (typically 0.35 to 0.40) compared to fabricated gates using UHMWPE slides (0.20 to 0.25).
Impact: A cast iron gate requires a larger, more expensive electric actuator and a heavier stem (to prevent buckling) than an equivalent fabricated gate. When integrating with SCADA, the torque profiles must be monitored. Fabricated gates are less prone to “stiction” after long periods of inactivity, making them slightly more reliable for automated emergency closure applications.
Maintainability, Safety & Access
Operator safety during maintenance is paramount. Cast iron gates rely on wedge systems that require periodic adjustment. This often involves confined space entry to access the wedges at the bottom of the gate. Fabricated gates typically utilize self-adjusting seals (via compression of the rubber element) which reduces the need for manual wedge tuning. However, if a seal tears on a fabricated gate, the gate must be dewatered for replacement, whereas minor leakage on a cast iron gate can sometimes be tolerated until the next scheduled outage.
Lifecycle Cost Drivers
When analyzing Total Cost of Ownership (TCO):
- CAPEX: Fabricated stainless steel gates are generally more cost-effective in sizes up to 72 inches due to rising casting costs and the elimination of the wall thimble requirement.
- Installation Cost: Fabricated gates have lower shipping and rigging costs.
- OPEX: Cast iron gates may require repainting/re-coating every 10-15 years, a significant expense. Stainless steel fabricated gates eliminate this cost.
- Longevity: A well-maintained cast iron gate can last 50-70 years. A fabricated gate typically has a 25-40 year design life before major refurbishment is considered, primarily due to seal and weld life.
Comparison Tables
The following tables provide a structured comparison to assist engineers in quickly identifying the correct technology for their application. Table 1 contrasts the technological approach typically represented by Hydro Gate (Cast) and Whipps (Fabricated), while Table 2 provides a direct application fit matrix.
| Feature / Criteria | Cast Iron Sluice Gates (e.g., Hydro Gate) | Fabricated Slide Gates (e.g., Whipps) |
|---|---|---|
| Primary Material | Cast Iron (ASTM A126 Class B) or Ductile Iron | Stainless Steel (304L or 316L) or Aluminum |
| AWWA Standard | AWWA C560 | AWWA C561 (SS) / C562 (Alum) |
| Sealing Mechanism | Bronze Wedges on Bronze Seats | UHMWPE Slides & EPDM/Neoprene J-Seals |
| Allowable Leakage (Typ) | 0.1 GPM per ft of perimeter | 0.05 GPM per ft (often drip-tight) |
| Weight Profile | Heavy (Requires cranes/thimbles) | Light to Medium (Easier handling) |
| Corrosion Resistance | Requires epoxy coating; susceptible if scratched | Inherently resistant (Passivated SS) |
| Actuation Force | Higher (Friction factor ~0.35) | Lower (Friction factor ~0.20-0.25) |
| Best-Fit Application | High head (>30ft), heavy vibration, long lifecycles | Channel isolation, submerged applications, corrosive environments |
| Application Scenario | Cast Iron Preference | Fabricated SS Preference | Key Decision Factor |
|---|---|---|---|
| Raw Sewage Pump Station (Deep) | High | Low | Ability to withstand massive unseating heads and debris impact. |
| UV Disinfection Channel | Low | High | Requirement for tight seal (level control) and corrosion resistance. |
| Aeration Basin Isolation | Medium | High | Ease of actuation and lower weight for installation on walkways. |
| Stormwater Outfall | High | Medium | Durability against tidal surge and heavy debris/logs. |
| Retrofit (Existing Thimble) | High | Low (Requires adapter) | Matching existing bolt patterns simplifies construction. |
| Desalination / High Chloride | Low | High (Duplex SS) | Cast iron will corrode rapidly; Duplex SS fabricated gates are superior. |
Engineer & Operator Field Notes
Beyond the catalog data, the real performance of Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications is determined in the field. These notes are compiled from commissioning experiences and long-term operations feedback.
Commissioning & Acceptance Testing
During the Factory Acceptance Test (FAT) or Site Acceptance Test (SAT), verify the leakage criteria specifically. For fabricated gates, ensure the gate is fully seated. Fabricated gates often utilize a “wedging action” at the very bottom of the stroke to compress the bottom seal. If the actuator limit switch is set too early, the gate may look closed but will leak profusely.
Critical Checkpoint: During installation, check the frame flatness. Fabricated gates are more flexible than cast iron. If the concrete wall is uneven and the installers over-torque the anchor bolts, the stainless steel frame can twist, causing binding and seal failure. Use non-shrink grout behind the frame to ensure a plumb and true surface.
Common Specification Mistakes
One of the most frequent errors in specifications is copying “Cast Iron” specs (C560) but allowing “Or Equal” fabricated gates (C561) without adjusting the parameters.
- The Thimble Trap: Specs often call for a wall thimble “F-Pattern” for all gates. Fabricated gates do not require thimbles and mounting them to one adds unnecessary cost and leak paths. If allowing fabricated gates, explicitly remove the thimble requirement for that alternate.
- Stem Sizing: Specifying a stem diameter based on cast iron friction factors for a fabricated gate results in grossly oversized stems and actuators. Allow the manufacturer to size the stem based on their specific slide friction coefficients.
- Material Mismatch: Specifying 304 SS for the gate but Carbon Steel for the anchor bolts. This creates a galvanic cell that rots the anchors. Always match the anchor material to the gate frame material.
O&M Burden & Strategy
Lubrication: Cast iron gates with bronze lifts need frequent stem lubrication (monthly or quarterly) and wedge lubrication (annually if accessible). Fabricated gates with UHMWPE guides are largely self-lubricating regarding the slide, but the stem nut still requires grease.
Seal Replacement: Replacing a bronze seat on a cast iron gate often requires removing the gate and machining it—a massive undertaking. Replacing a J-seal on a Whipps-style gate can often be done in-situ or by simply lifting the slide out of the frame with a light hoist. Maintenance supervisors should stock spare seal kits for fabricated gates (approx. 5-7 year shelf life) but do not typically need to stock bronze wedges for CI gates.
Troubleshooting Guide
Symptom: Gate is binding mid-travel.
Cast Iron: Check for debris lodged in the bronze wedge. Check for stem bending.
Fabricated: Check if the frame was twisted during installation. Loosen anchor bolts slightly to see if tension releases. Check for swelling of UHMWPE guides if the chemical composition of the water has changed (e.g., high solvent concentrations).
Design Details / Calculations
To accurately specify in the context of Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications, engineers must understand the mechanics of actuation force.
Sizing Logic & Methodology
The required actuator thrust is calculated as:
Thrust (T) = (Area × Head × Friction Factor) + Weight of Moving Parts + Stem Force
- Area: Gate opening area (sq. in).
- Head: Maximum differential head (psi).
- Friction Factor (μ): This is the variable.
- For Cast Iron (Bronze/Bronze): μ = 0.35 to 0.40
- For Fabricated (SS/UHMWPE): μ = 0.20 to 0.25
Example: For a 48″ x 48″ gate at 20ft head:
The hydraulic load is identical. However, the friction component for the Cast Iron gate is nearly double that of the Fabricated gate. This cascades into the actuator sizing. The Cast Iron gate might require a Model 30 actuator, while the Fabricated gate works with a Model 20. This impacts electrical load, cabling, and backup power sizing.
Specification Checklist
When writing the Division 40 specification, ensure these items are clearly defined:
- Governing Standard: Explicitly state AWWA C560 (Cast) or AWWA C561 (Fab). Do not mix them.
- Leakage Testing: Require a field leakage test. “Shop test only” is insufficient for critical applications.
- Material Certifications: Require Mill Test Reports (MTRs) for the stainless steel to ensure it is true 316L/304L and not substandard alloy.
- Anchor Bolt Calculations: Require the manufacturer to submit calculations showing the anchor bolts can withstand the pull-out force generated by the unseating head. This is critical for surface-mounted fabricated gates.
Frequently Asked Questions
What is the main difference between AWWA C560 and AWWA C561 gates?
AWWA C560 governs Cast Iron Sluice Gates, focusing on heavy metal construction, bronze sealing wedges, and wall thimble mounting. AWWA C561 governs Fabricated Stainless Steel Slide Gates, focusing on welded plate construction, resilient polymer seals (UHMWPE/rubber), and anchor bolt mounting. C560 gates are generally heavier and more robust for extreme heads, while C561 gates are lighter, more corrosion-resistant, and offer tighter leakage rates.
Why is Hydro Gate often specified for “heavy duty” applications compared to Whipps?
Hydro Gate’s cast iron product lines utilize thick cast sections that provide high stiffness and vibration damping. In applications with massive hydraulic heads (e.g., 50+ feet) or turbulent flows, the sheer mass of cast iron prevents deflection and resonance. While Whipps produces heavy-duty fabricated gates, the perception—and often the engineering reality—is that cast iron offers superior rigidity for extreme service conditions without requiring complex external stiffeners.
Can I replace a Hydro Gate cast iron gate with a Whipps stainless steel gate?
Yes, but it requires engineering attention. A direct swap is rarely possible without an adapter. Cast iron gates typically mount to a wall thimble with a specific bolt pattern. Fabricated gates typically mount to the wall surface. To retrofit, you must either bolt an adapter flange to the existing thimble or remove the thimble (difficult) and grout the wall flat. The fabricated gate must also be designed to handle the exact head conditions of the previous cast iron gate.
Which gate type has a lower lifecycle cost?
For typical municipal wastewater applications (channel depths under 20ft), fabricated stainless steel gates (Whipps style) often have a lower lifecycle cost. They are usually cheaper to purchase (no casting molds), lighter to install (less crane rental), and do not require painting/coating. However, for lifecycles exceeding 50 years in non-corrosive water, cast iron’s durability can eventually pay off, though the upfront and maintenance costs are generally higher.
Are fabricated gates leak-proof?
While no slide gate is technically “zero leakage” forever, fabricated gates with J-bulb or lip seals often achieve “drip-tight” performance when new, significantly outperforming the AWWA C560 allowance for cast iron. Over time, as seals wear, leakage may occur, but they are generally tighter than metal-to-metal seats found in cast iron gates.
How does Hydro Gate vs Whipps – C for Gates impact actuator sizing?
The choice drastically impacts actuation. The friction coefficient of bronze-on-bronze (Cast Iron) is roughly double that of UHMWPE-on-Stainless (Fabricated). Consequently, selecting a Whipps-style gate often allows for a smaller, less expensive electric actuator and a lighter stem compared to a Hydro Gate-style cast iron equivalent for the same aperture and head.
Conclusion
KEY TAKEAWAYS
- Head Pressure Rule: Use Cast Iron (Hydro Gate style) for extreme heads (>40-50ft) and heavy vibration. Use Fabricated SS (Whipps style) for channel isolation and heads <30ft.
- Leakage Specs: Fabricated gates (AWWA C561) generally offer tighter sealing (0.05 gpm/ft) compared to Cast Iron (AWWA C560, 0.1 gpm/ft).
- Installation Weight: Fabricated gates are 50-70% lighter, reducing installation equipment requirements and structural loads.
- Corrosion: 316L SS eliminates the need for painting. Cast Iron requires rigorous coating maintenance in H2S environments.
- Retrofit Caution: Switching from Cast to Fab requires careful interface design (Thimble vs. Anchor Bolts).
The debate of Hydro Gate vs Whipps – C for Gates: Pros/Cons & Best-Fit Applications is not about declaring a single winner, but about matching the technology to the physics of the application. Cast iron sluice gates remain the heavyweights of the industry, offering unmatched rigidity and longevity in deep, high-pressure, or abusive environments. They are the “set it and forget it” solution for 50-year infrastructure projects where weight and initial cost are secondary to ultimate durability.
Conversely, fabricated stainless steel gates have revolutionized standard treatment plant design. They offer superior corrosion resistance, tighter leakage performance, and significantly easier handling and installation for the vast majority of open-channel and moderate-head applications. For modern wastewater treatment plants focusing on O&M efficiency and tight process control, fabricated gates are frequently the logical engineering choice.
Engineers and superintendents must evaluate their specific constraints—head, corrosion potential, access, and budget—and specify the standard (C560 or C561) that aligns with those realities. Avoiding the “copy-paste” specification trap is the single most effective step toward ensuring a reliable, long-lasting gate installation.